HSK Toolholder
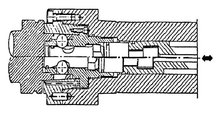
HSK tool system is a new type of high speed short taper shank, whose interface adopts the way of taper and end face positioning at the same time, and the shank is hollow, with short taper length and 1/10 taper, which is conducive to light and high speed tool changing. As shown in Figure 1.2. Due to the hollow cone and end face positioning, it compensates the radial deformation difference between spindle hole and toolholder during high speed machining, and completely eliminates the axial positioning error, which makes high speed and high precision machining possible. This kind of toolholder is more and more commonly used on high-speed machining centers.

Folding KM Toolholder
The structure of this toolholder is similar to HSK toolholder, which also adopts a hollow short taper structure with a taper of 1/10, and also adopts the simultaneous positioning and clamping working method of taper and end face. As shown in Figure 1.3, the main difference lies in the different clamping mechanism used. The clamping structure of KM has applied for a US patent, which uses a higher clamping force and a more rigid system. However, since the KM toolholder has two symmetrical circular recesses cut into the tapered surface (applied when clamping), it is thin in comparison, some parts are less strong, and it requires a very high clamping force to work properly. In addition, the patent protection of KM toolholder structure restricts the rapid popularization and application of this system.
NC5 toolholder
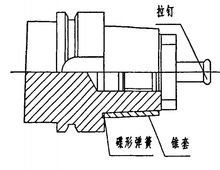
It also adopts a hollow short taper structure with a taper of 1/10, and it also adopts both taper and end face to locate and clamp the working method. Since the torque is transmitted by the keyway on the front cylinder of NC5 toolholder, there is no keyway for transmitting torque at the end of the toolholder, so the axial dimension is shorter than HSK toolholder. The main difference between the NC5 and the previous two toolholders is that the toolholder does not adopt the thin-walled structure, and an intermediate taper sleeve is added at the tapered surface of the toolholder. The axial movement of the intermediate taper sleeve is driven by a disc spring on the end face of the toolholder. The NC5 toolholder requires slightly less manufacturing accuracy for the spindle and the toolholder itself because of the high error compensation capability of the intermediate taper sleeve. In addition, there is only one screw hole for mounting spigot in NC5 toolholder, and the hole wall is thicker and stronger, so the pressurized clamping mechanism can be used to meet the requirements of heavy cutting. The main disadvantage of this toolholder is that there is an additional contact surface between the toolholder and the spindle taper hole, and the positioning accuracy and rigidity of the toolholder are reduced.
CAPTO Toolholder
The picture shows the CAPTO toolholder produced by Sandvik. The structure of this toolholder is not conical, but a three-pronged cone with rounded ribs and a taper of 1/20, and a hollow short cone structure with simultaneous contact positioning of the cone and the end face. The trigonal cone structure can realize the torque transmission without sliding in both directions, no longer need the transmission key, eliminating the dynamic balance problem caused by the transmission key and keyway. The large surface of the trigonal cone makes the toolholder surface low pressure, less deformation, less wear, and thus good accuracy maintenance. However, the trigonal cone hole is difficult to machine, the machining cost is high, it is not compatible with existing toolholders, and the fit will be self-locking.
Click to view related products
Post time: Mar-17-2023


