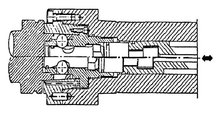
ຕົວຍຶດເຄື່ອງມື HSK
ລະບົບເຄື່ອງມື HSK ເປັນຮູບແບບໃໝ່ຂອງກ້ານສັ້ນຄວາມໄວສູງ, ເຊິ່ງມີວິທີການວາງຕຳແໜ່ງຂອງໜ້າຕັດທີ່ແຫຼມ ແລະ ໜ້າປາຍໃນເວລາດຽວກັນ, ແລະ ກ້ານເປັນຮູບກົ່ງ, ມີຄວາມຍາວຂອງຮູບກົ່ງສັ້ນ ແລະ ຮູບກົ່ງ 1/10, ເຊິ່ງເໝາະສົມກັບການປ່ຽນເຄື່ອງມືທີ່ມີນ້ຳໜັກເບົາ ແລະ ຄວາມໄວສູງ. ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບທີ 1.2. ເນື່ອງຈາກຕຳແໜ່ງຂອງໂກນກົ່ງ ແລະ ໜ້າປາຍ, ມັນຊົດເຊີຍຄວາມແຕກຕ່າງຂອງການຜິດຮູບແບບລັດສະໝີລະຫວ່າງຮູແກນ ແລະ ຕົວຍຶດເຄື່ອງມືໃນລະຫວ່າງການຕັດຄວາມໄວສູງ, ແລະ ກຳຈັດຄວາມຜິດພາດໃນການວາງຕຳແໜ່ງແກນໄດ້ຢ່າງສົມບູນ, ເຊິ່ງເຮັດໃຫ້ການຕັດຄວາມໄວສູງ ແລະ ຄວາມແມ່ນຍຳສູງເປັນໄປໄດ້. ຕົວຍຶດເຄື່ອງມືປະເພດນີ້ມັກຖືກນຳໃຊ້ຫຼາຍຂຶ້ນໃນສູນຕັດຄວາມໄວສູງ.

ຕົວຍຶດເຄື່ອງມື KM ແບບພັບໄດ້
ໂຄງສ້າງຂອງຕົວຍຶດເຄື່ອງມືນີ້ແມ່ນຄ້າຍຄືກັນກັບຕົວຍຶດເຄື່ອງມື HSK, ເຊິ່ງຍັງຮັບຮອງເອົາໂຄງສ້າງຮູບຊົງກະບອກສັ້ນທີ່ມີຄວາມແຫຼມ 1/10, ແລະຍັງຮັບຮອງເອົາວິທີການວາງຕຳແໜ່ງ ແລະ ການໜີບພ້ອມໆກັນຂອງໜ້າຮູບຊົງກະບອກ ແລະ ໜ້າປາຍ. ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບທີ 1.3, ຄວາມແຕກຕ່າງຕົ້ນຕໍແມ່ນຢູ່ໃນກົນໄກການໜີບທີ່ແຕກຕ່າງກັນທີ່ໃຊ້. ໂຄງສ້າງການໜີບຂອງ KM ໄດ້ຍື່ນຂໍສິດທິບັດຂອງສະຫະລັດ, ເຊິ່ງໃຊ້ແຮງໜີບທີ່ສູງກວ່າ ແລະ ລະບົບທີ່ແຂງແກ່ນກວ່າ. ຢ່າງໃດກໍຕາມ, ເນື່ອງຈາກຕົວຍຶດເຄື່ອງມື KM ມີຮ່ອງວົງມົນສອງອັນທີ່ສົມມາດຕັດເຂົ້າໄປໃນໜ້າຮູບຊົງກະບອກ (ໃຊ້ເມື່ອໜີບ), ມັນບາງເມື່ອປຽບທຽບກັນ, ບາງສ່ວນມີຄວາມແຂງແຮງໜ້ອຍກວ່າ, ແລະ ມັນຕ້ອງການແຮງໜີບທີ່ສູງຫຼາຍເພື່ອເຮັດວຽກຢ່າງຖືກຕ້ອງ. ນອກຈາກນັ້ນ, ການປົກປ້ອງສິດທິບັດຂອງໂຄງສ້າງຕົວຍຶດເຄື່ອງມື KM ຈຳກັດຄວາມນິຍົມ ແລະ ການນຳໃຊ້ລະບົບນີ້ຢ່າງໄວວາ.
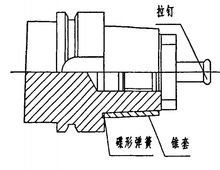
ຕົວຍຶດເຄື່ອງມື NC5
ມັນຍັງຮັບຮອງເອົາໂຄງສ້າງຮູບຊົງກະບອກສັ້ນໆທີ່ມີຄວາມແຫຼມ 1/10, ແລະມັນຍັງຮັບຮອງເອົາທັງຮູບຊົງກະບອກ ແລະ ໜ້າປາຍເພື່ອຊອກຫາ ແລະ ໜີບວິທີການເຮັດວຽກ. ເນື່ອງຈາກແຮງບິດຖືກສົ່ງຜ່ານຮູກະແຈຢູ່ເທິງກະບອກດ້ານໜ້າຂອງຕົວຍຶດເຄື່ອງມື NC5, ຈຶ່ງບໍ່ມີຮູກະແຈສຳລັບສົ່ງແຮງບິດຢູ່ປາຍຂອງຕົວຍຶດເຄື່ອງມື, ດັ່ງນັ້ນຂະໜາດແກນຈຶ່ງສັ້ນກວ່າຕົວຍຶດເຄື່ອງມື HSK. ຄວາມແຕກຕ່າງຕົ້ນຕໍລະຫວ່າງ NC5 ແລະຕົວຍຶດເຄື່ອງມືສອງອັນກ່ອນໜ້ານີ້ແມ່ນຕົວຍຶດເຄື່ອງມືບໍ່ໄດ້ຮັບຮອງເອົາໂຄງສ້າງຝາບາງ, ແລະ ແຂນຮູບຊົງກະບອກກາງຖືກເພີ່ມເຂົ້າທີ່ໜ້າຝາຮູບຊົງກະບອກຂອງຕົວຍຶດເຄື່ອງມື. ການເຄື່ອນໄຫວຕາມແກນຂອງແຂນຮູບຊົງກະບອກກາງແມ່ນຂັບເຄື່ອນໂດຍສະປິງແຜ່ນຢູ່ໜ້າປາຍຂອງຕົວຍຶດເຄື່ອງມື. ຕົວຍຶດເຄື່ອງມື NC5 ຕ້ອງການຄວາມແມ່ນຍຳໃນການຜະລິດໜ້ອຍລົງເລັກນ້ອຍສຳລັບແກນໝູນ ແລະ ຕົວຍຶດເຄື່ອງມືເອງເນື່ອງຈາກຄວາມສາມາດໃນການຊົດເຊີຍຄວາມຜິດພາດສູງຂອງແຂນຮູບຊົງກະບອກກາງ. ນອກຈາກນັ້ນ, ມີຮູສະກູພຽງຮູດຽວສຳລັບຕິດຕັ້ງດ້າມໃນຕົວຍຶດເຄື່ອງມື NC5, ແລະ ຝາຮູໜາ ແລະ ແຂງແຮງກວ່າ, ສະນັ້ນກົນໄກການໜີບທີ່ມີຄວາມກົດດັນສາມາດໃຊ້ເພື່ອຕອບສະໜອງຄວາມຕ້ອງການຂອງການຕັດໜັກ. ຂໍ້ເສຍປຽບຕົ້ນຕໍຂອງຕົວຍຶດເຄື່ອງມືນີ້ແມ່ນວ່າມີໜ້າຜິວສຳຜັດເພີ່ມເຕີມລະຫວ່າງຕົວຍຶດເຄື່ອງມື ແລະ ຮູຮູບຊົງແຫຼມຂອງແກນ, ແລະ ຄວາມຖືກຕ້ອງ ແລະ ຄວາມແຂງແກ່ນຂອງຕົວຍຶດເຄື່ອງມືຈະຫຼຸດລົງ.
ຕົວຍຶດເຄື່ອງມື CAPTO
ຮູບພາບສະແດງໃຫ້ເຫັນຕົວຍຶດເຄື່ອງມື CAPTO ທີ່ຜະລິດໂດຍ Sandvik. ໂຄງສ້າງຂອງຕົວຍຶດເຄື່ອງມືນີ້ບໍ່ແມ່ນຮູບຈວຍ, ແຕ່ເປັນຮູບຈວຍສາມຂາທີ່ມີກະດູກຂ້າງມົນ ແລະ ມີຄວາມເທບ 1/20, ແລະ ໂຄງສ້າງຮູບຈວຍສັ້ນທີ່ມີຕຳແໜ່ງຕິດຕໍ່ພ້ອມໆກັນຂອງຮູບຈວຍ ແລະ ໜ້າປາຍ. ໂຄງສ້າງຮູບຈວຍສາມຫຼ່ຽມສາມາດຮັບຮູ້ການສົ່ງກຳລັງແຮງບິດໄດ້ໂດຍບໍ່ຕ້ອງເລື່ອນໄປທັງສອງທິດທາງ, ບໍ່ຕ້ອງການກະແຈສົ່ງກຳລັງອີກຕໍ່ໄປ, ກຳຈັດບັນຫາຄວາມສົມດຸນແບບໄດນາມິກທີ່ເກີດຈາກກະແຈສົ່ງກຳລັງ ແລະ ທາງກະແຈ. ພື້ນຜິວຂະໜາດໃຫຍ່ຂອງຮູບຈວຍສາມຫຼ່ຽມເຮັດໃຫ້ພື້ນຜິວຂອງຕົວຍຶດເຄື່ອງມືມີຄວາມກົດດັນຕ່ຳ, ຜິດຮູບໜ້ອຍລົງ, ສວມໃສ່ໜ້ອຍລົງ, ແລະ ດັ່ງນັ້ນຈຶ່ງຮັກສາຄວາມແມ່ນຍຳໄດ້ດີ. ຢ່າງໃດກໍຕາມ, ຮູຮູບຈວຍສາມຫຼ່ຽມຍາກທີ່ຈະເຄື່ອງຈັກ, ຄ່າໃຊ້ຈ່າຍໃນການເຄື່ອງຈັກສູງ, ມັນບໍ່ເຂົ້າກັນໄດ້ກັບຕົວຍຶດເຄື່ອງມືທີ່ມີຢູ່ແລ້ວ, ແລະ ຄວາມພໍດີຈະລັອກດ້ວຍຕົນເອງ.
ຄລິກເພື່ອເບິ່ງຜະລິດຕະພັນທີ່ກ່ຽວຂ້ອງ
ເວລາໂພສ: ວັນທີ 17 ມີນາ 2023


