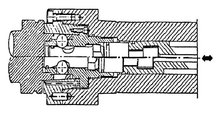
HSK 툴홀더
HSK 공구 시스템은 새로운 유형의 고속 단테이 생크 공구로, 테이퍼와 단면 위치 지정 방식을 동시에 채택하고 있습니다. 생크는 속이 비어 있고 테이퍼 길이가 짧으며 1/10 테이퍼를 가지고 있어 가볍고 고속의 공구 교환이 가능합니다(그림 1.2 참조). 속이 빈 원뿔형 구조와 단면 위치 지정 방식 덕분에 고속 가공 중 스핀들 홀과 공구 홀더 사이의 반경 방향 변형 차이를 보정하고 축 방향 위치 오차를 완전히 제거하여 고속 고정밀 가공을 가능하게 합니다. 이러한 종류의 공구 홀더는 고속 가공 센터에서 점점 더 널리 사용되고 있습니다.

접이식 KM 공구 홀더
이 툴홀더의 구조는 HSK 툴홀더와 유사하며, 마찬가지로 1/10 테이퍼의 중공 단경사 구조를 채택하고 테이퍼면과 단면의 동시 위치 결정 및 클램핑 작업 방식을 채택하고 있습니다. 그림 1.3에서 볼 수 있듯이, 주요 차이점은 사용되는 클램핑 메커니즘에 있습니다. KM 툴홀더의 클램핑 구조는 미국 특허 출원 중이며, 더 높은 클램핑력과 더 견고한 시스템을 사용합니다. 그러나 KM 툴홀더는 테이퍼면에 대칭적인 두 개의 원형 홈(클램핑 시 적용)이 가공되어 있어 상대적으로 얇고 일부 부분의 강도가 약하며, 제대로 작동하려면 매우 높은 클램핑력이 필요합니다. 또한 KM 툴홀더 구조에 대한 특허 보호로 인해 이 시스템의 빠른 보급 및 적용이 제한됩니다.
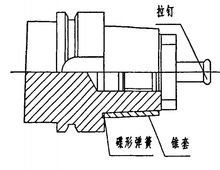
NC5 공구 홀더
NC5 툴홀더는 1/10 테이퍼의 중공 단경사 구조를 채택하고 있으며, 테이퍼와 단면을 모두 이용하여 가공물의 위치를 고정하고 클램핑하는 방식을 사용합니다. 토크는 NC5 툴홀더의 전면 실린더에 있는 키홈을 통해 전달되므로 툴홀더 끝단에는 토크 전달용 키홈이 없어 축 방향 치수가 HSK 툴홀더보다 짧습니다. NC5 툴홀더와 기존 두 툴홀더의 가장 큰 차이점은 얇은 벽 구조를 채택하지 않고 툴홀더의 테이퍼면에 중간 테이퍼 슬리브를 추가했다는 점입니다. 이 중간 테이퍼 슬리브의 축 방향 이동은 툴홀더 단면에 있는 디스크 스프링에 의해 구동됩니다. NC5 툴홀더는 중간 테이퍼 슬리브의 높은 오차 보정 능력 덕분에 스핀들과 툴홀더 자체의 제조 정밀도에 대한 요구 사항이 다소 낮습니다. 또한, NC5 툴홀더에는 스피곳 장착용 나사 구멍이 하나만 있고, 구멍 벽이 더 두껍고 강성이 높아 가압 클램핑 메커니즘을 사용하여 중절삭 요구 사항을 충족할 수 있습니다. 이 공구 홀더의 주요 단점은 공구 홀더와 스핀들 테이퍼 홀 사이에 추가적인 접촉면이 생겨 공구 홀더의 위치 정밀도와 강성이 저하된다는 점입니다.
CAPTO 공구 홀더
이 사진은 Sandvik에서 제작한 CAPTO 툴홀더를 보여줍니다. 이 툴홀더의 구조는 원뿔형이 아니라, 둥근 리브와 1/20 테이퍼를 가진 삼각 원뿔형이며, 원뿔과 단면이 동시에 접촉하는 중공 단원뿔 구조를 가지고 있습니다. 삼각 원뿔 구조는 양방향으로 미끄러짐 없이 토크를 전달할 수 있어 변속 키가 필요 없으며, 변속 키와 키홈으로 인한 동적 균형 문제를 해결합니다. 삼각 원뿔의 넓은 표면적은 툴홀더 표면에 가해지는 압력을 낮추고, 변형과 마모를 줄여 정밀도 유지를 용이하게 합니다. 그러나 삼각 원뿔의 구멍 가공이 어렵고 가공 비용이 높으며, 기존 툴홀더와 호환되지 않고, 장착 시 자체 잠금 현상이 발생한다는 단점이 있습니다.
게시 시간: 2023년 3월 17일


