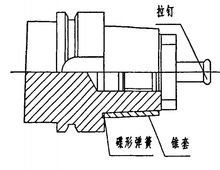
Giá đỡ dụng cụ HSK
Hệ thống dụng cụ HSK là một loại mới của chuôi côn ngắn tốc độ cao, giao diện của nó sử dụng phương pháp định vị đồng thời phần côn và mặt cuối, chuôi rỗng, có chiều dài côn ngắn và độ côn 1/10, giúp thay dao nhẹ nhàng và tốc độ cao. Như thể hiện trong Hình 1.2. Nhờ phần côn rỗng và định vị mặt cuối, nó bù đắp sự khác biệt về biến dạng xuyên tâm giữa lỗ trục chính và giá đỡ dụng cụ trong quá trình gia công tốc độ cao, và loại bỏ hoàn toàn sai số định vị trục, giúp gia công tốc độ cao và độ chính xác cao. Loại giá đỡ dụng cụ này ngày càng được sử dụng phổ biến trên các trung tâm gia công tốc độ cao.

Giá đỡ dụng cụ KM có thể gập lại
Cấu trúc của giá đỡ dụng cụ này tương tự như giá đỡ dụng cụ HSK, cũng sử dụng cấu trúc côn ngắn rỗng với độ côn 1/10, và cũng sử dụng phương pháp định vị và kẹp đồng thời phần côn và mặt cuối. Như thể hiện trong Hình 1.3, sự khác biệt chính nằm ở cơ chế kẹp khác nhau được sử dụng. Cấu trúc kẹp của KM đã được đăng ký bằng sáng chế tại Mỹ, sử dụng lực kẹp cao hơn và hệ thống cứng vững hơn. Tuy nhiên, vì giá đỡ dụng cụ KM có hai rãnh tròn đối xứng được cắt vào bề mặt côn (được áp dụng khi kẹp), nên nó mỏng hơn, một số bộ phận kém chắc chắn hơn, và nó yêu cầu lực kẹp rất cao để hoạt động đúng cách. Ngoài ra, việc bảo hộ bằng sáng chế đối với cấu trúc giá đỡ dụng cụ KM hạn chế sự phổ biến và ứng dụng nhanh chóng của hệ thống này.
Giá đỡ dụng cụ NC5
Nó cũng sử dụng cấu trúc côn ngắn rỗng với độ côn 1/10, và cũng sử dụng cả côn và mặt cuối để định vị và kẹp phôi. Vì mô-men xoắn được truyền qua rãnh then trên xi lanh phía trước của giá đỡ dụng cụ NC5, nên không có rãnh then để truyền mô-men xoắn ở cuối giá đỡ dụng cụ, do đó kích thước trục ngắn hơn so với giá đỡ dụng cụ HSK. Sự khác biệt chính giữa NC5 và hai giá đỡ dụng cụ trước đó là giá đỡ dụng cụ không sử dụng cấu trúc thành mỏng, và một ống côn trung gian được thêm vào bề mặt côn của giá đỡ dụng cụ. Chuyển động trục của ống côn trung gian được dẫn động bởi một lò xo đĩa trên mặt cuối của giá đỡ dụng cụ. Giá đỡ dụng cụ NC5 yêu cầu độ chính xác gia công thấp hơn một chút đối với trục chính và bản thân giá đỡ dụng cụ do khả năng bù sai số cao của ống côn trung gian. Ngoài ra, chỉ có một lỗ vít để lắp chốt định vị trong giá đỡ dụng cụ NC5, và thành lỗ dày hơn và chắc chắn hơn, do đó có thể sử dụng cơ chế kẹp áp suất để đáp ứng các yêu cầu cắt nặng. Nhược điểm chính của loại giá đỡ dụng cụ này là có thêm một bề mặt tiếp xúc giữa giá đỡ dụng cụ và lỗ côn của trục chính, dẫn đến giảm độ chính xác định vị và độ cứng vững của giá đỡ dụng cụ.
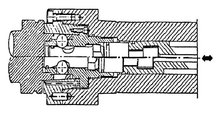
Giá đỡ dụng cụ CAPTO
Hình ảnh cho thấy bộ gá dao CAPTO do Sandvik sản xuất. Cấu trúc của bộ gá dao này không phải hình nón mà là hình nón ba nhánh với các gờ tròn và độ côn 1/20, cùng cấu trúc hình nón ngắn rỗng với khả năng định vị tiếp xúc đồng thời giữa nón và mặt cuối. Cấu trúc hình nón tam giác có thể thực hiện truyền mô-men xoắn mà không cần trượt theo cả hai hướng, không cần đến chốt truyền động, loại bỏ vấn đề cân bằng động do chốt truyền động và rãnh then gây ra. Bề mặt lớn của hình nón tam giác làm cho bề mặt bộ gá dao chịu áp suất thấp, ít biến dạng, ít mài mòn, do đó duy trì độ chính xác tốt. Tuy nhiên, lỗ hình nón tam giác khó gia công, chi phí gia công cao, không tương thích với các bộ gá dao hiện có và khớp nối sẽ tự khóa.
Nhấp chuột để xem các sản phẩm liên quan
Thời gian đăng bài: 17/03/2023


