精密加工用高硬度4枚刃内Rコーナーラジアスエンドミルカッター







この高性能CNC内径Rプロファイルフライスカッターは、超微粒子超硬合金ベースと先進のAlTiN/DLCコーティングを採用し、優れた硬度と熱安定性を実現しています。最適化された4枚刃設計、精密研磨された刃先、そして効率的な切りくず排出溝パターンが相まって、滑らかな切削、優れた表面仕上げ、そして長い工具寿命を実現します。金型や自動車部品など、高精度な内角加工と高効率な中仕上げ・仕上げ工程が求められる用途に特化して設計されています。
重要な属性
| 製品名 | アルミニウムDLC内径Rフライスカッター | ブランド | MSK |
| 商品番号 | MSKDT-130 | コーティング | DLCコーティング |
| 適用工作機械 | フライス盤 | 加工範囲 | 55°-58° |
| 適用可能な材料 | アルミニウム合金、銅合金など | 適用機器 | CNC加工センター、彫刻機、精密彫刻 マシン、およびその他の高速マシン。 |
| モデル番号 | MSKDT-130 |
| 応用 | アルミニウム |
| カスタマイズされたサポート | OEM |
| パッキング | プラスチックボックス |
| 原産地 | 中国 |
| 適しています | 金属 |
| 精度 | 高精度 |
| 表面仕上げ | DIc |
| 適用機器 | CNCマシニングセンター、彫刻機 |
| 輸送パッケージ | プラスチックボックス |
| 商標 | MSK |
| HSコード | 8207400000 |
| フルート番号 | 4T |
| 製品名 | DLCインナーRエンドミル |
| M0Q | 10個 |
| 保証 | 3ヶ月 |
| キーワード | 内径R工具コーナーラウンディングエンドミル |
| HRC | 55 |
| アプリケーション環境 | 金属 |
| 納期 | 7~15日 |
| 発送 | DHL、TNT、UPS、FedEx、EMS、SfExpress |
| 仕様 | 4-20mm |
| 起源 | 天津中国 |
| 生産能力 | 週500件 |
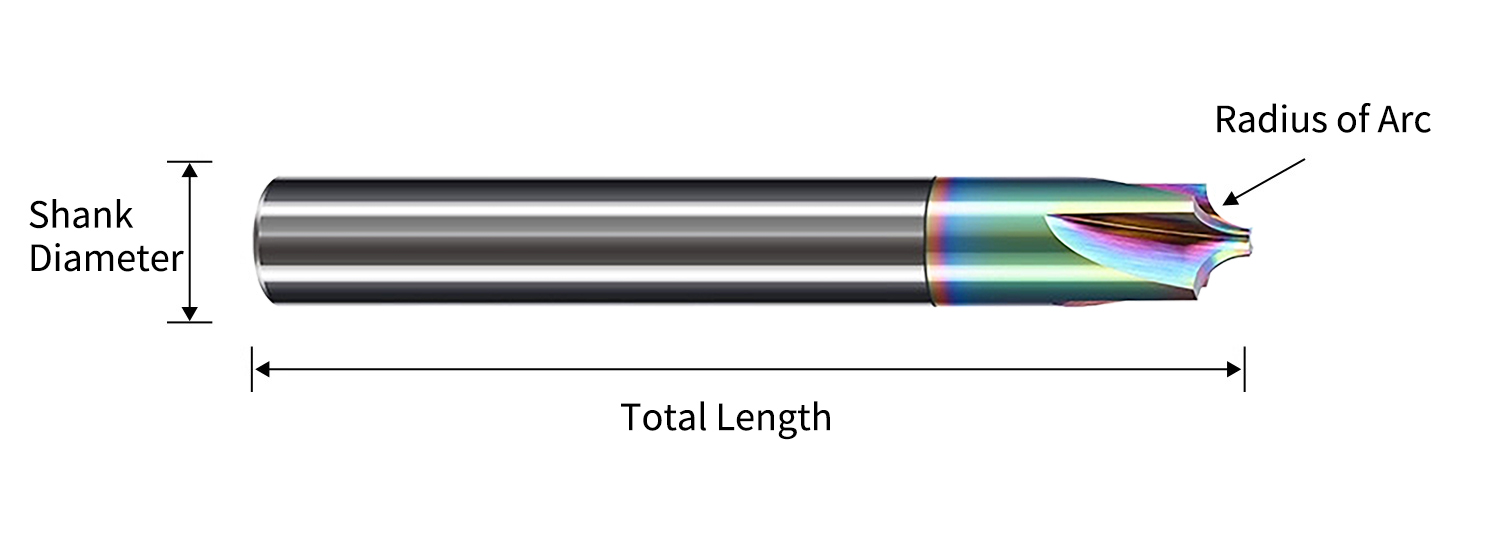
| フルート径 | 角度 | 全長 | フルート |
| D4 | R0.2 | 50L | 4T |
| D4 | R0.3 | 50L | 4T |
| D4 | R0.4 | 50L | 4T |
| D4 | R0.5 | 50L | 4T |
| D4 | R0.75 | 50L | 4T |
| D4 | R1.5 | 50L | 4T |
| D6 | R1.5 | 50L | 4T |
| D6 | R2 | 50L | 4T |
| D6 | R2.5 | 50L | 4T |
| D8 | R3 | 60L | 4T |
| D8 | R3.5 | 60L | 4T |
| D10 | R4 | 60L | 4T |
| D12 | R5 | 60L | 4T |
| D14 | R6 | 60L | 4T |
| D16 | R7 | 75L | 4T |
| D20 | R8 | 100L | 4T |
製品の特徴

バリのない一体成形
高い加工効率、優れたワーク表面仕上げ
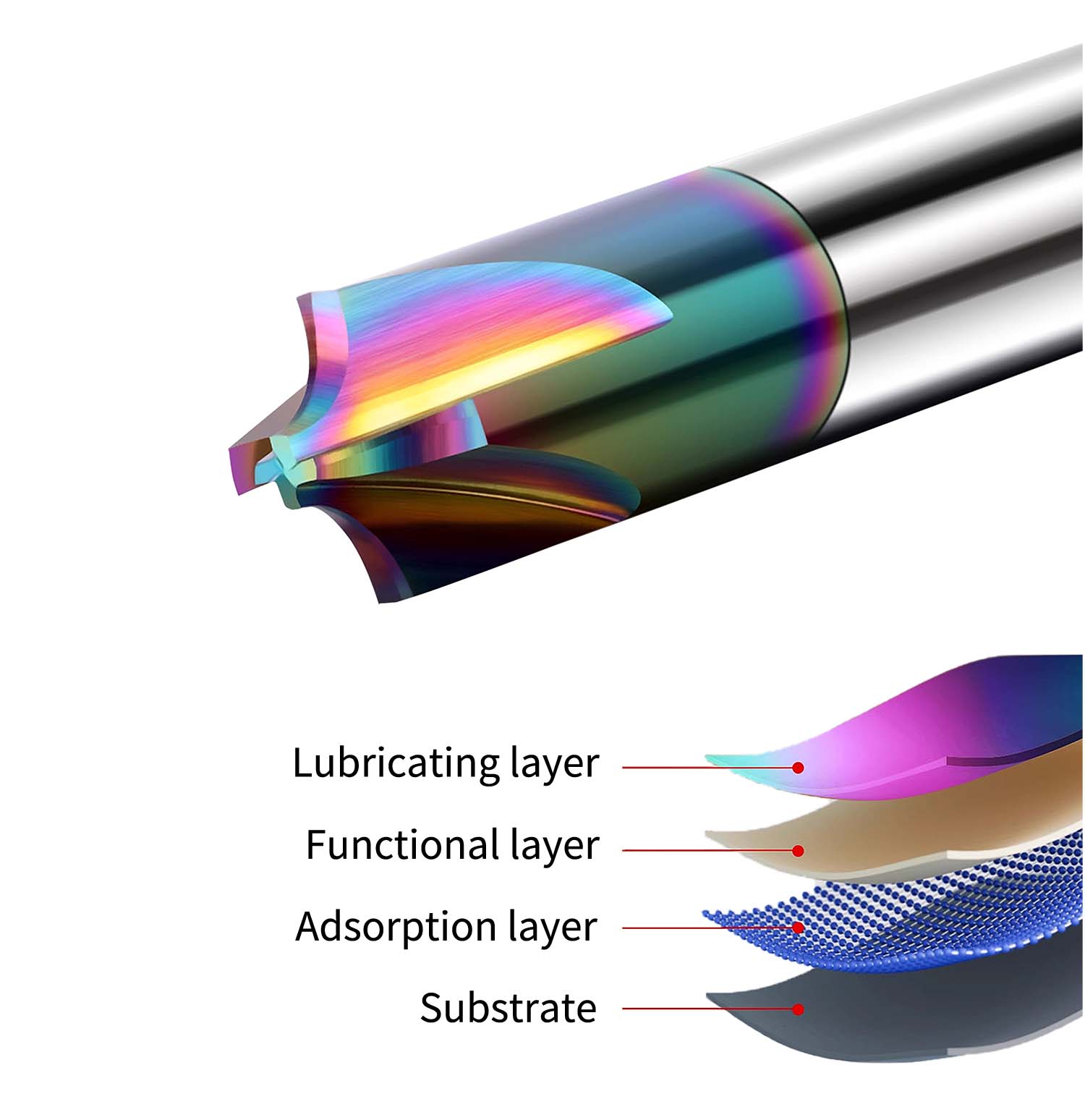
DLCコーティング
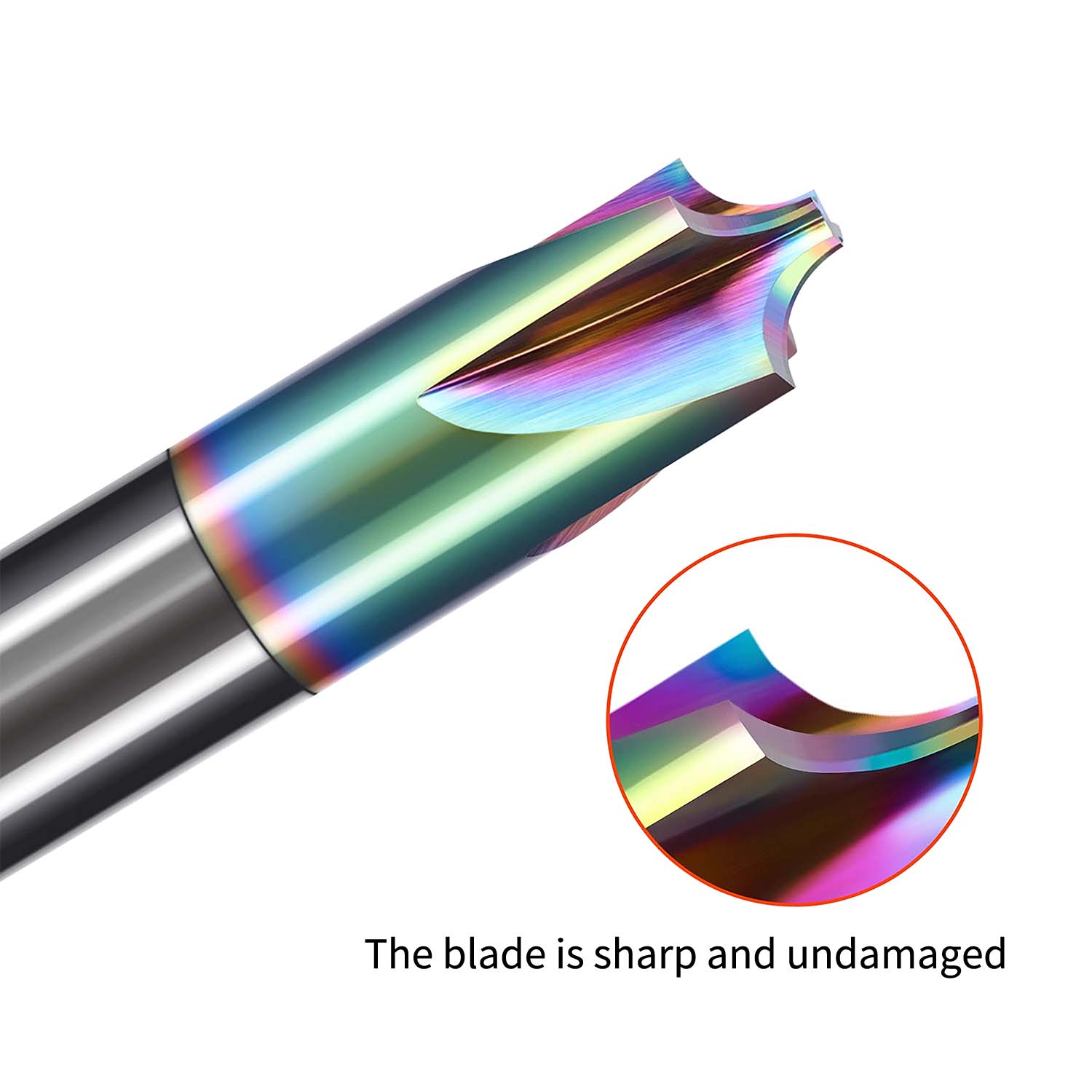
アップグレードされたコーティングにより耐摩耗性が向上し、高速フライス加工時に欠けることなく鋭い切れ味が確保され、優れた耐久性が実現します。
新しいエッジダリング処理
非常に効率的なチップ除去、非粘着性切断
非常に効率的なチップ除去、非粘着性切断

利点
1.優れた耐久性と非常に長い寿命
最高級の基材とコーティングの組み合わせ:超微粒子超硬合金をベース素材とし、高強度と耐衝撃性の完璧なバランスを実現しています。さらに、先進のAlTiNコーティングまたはDLCコーティングを組み合わせることで、極めて高い表面硬度、優れた熱安定性、そして卓越した耐摩耗性を切削工具に付与します。高速加工時の三日月溝摩耗や熱亀裂を効果的に防止し、切削工具の寿命を大幅に延ばします。
革新的なエッジ処理技術:精密な鈍化(丸め)加工により、刃先研削時に生じる微細な欠陥を完全に除去し、滑らかで均一な刃先を実現します。これにより、欠けのリスクが大幅に低減されるだけでなく、切削応力が均一に分散され、工具の信頼性と耐久性が根本的に向上します。
2. 極めて高い加工精度と優れた表面品質
精密製造保証:切削工具は高精度研削加工が施され、公差を厳密に管理することで、均一かつ高精度な内径R角度を実現しています。これにより、量産における信頼性の高い繰り返し精度を実現し、精密部品加工の要件を満たしています。
最適化された幾何学的設計:独自の4刃設計とカスタマイズされた螺旋角により、加工中の滑らかさと低振動が保証され、「ワークピースの優れた表面仕上げ」と「バリのない一体成形」の効果を直接実現し、後続の加工工程を削減します。
鋭い刃先と安定した切断:鋭い刃先と強化された刃先処理を組み合わせることで、バリの発生を効果的に防ぎながらきれいで効率的な切断が可能になり、加工したワークの明確な輪郭と正確な寸法を確保します。
3. 優れた処理効率と安定性
高速加工(HSM)の最適化の場合:高度なツール形状は、効率的なフライス加工戦略向けに特別に設計されており、より高いスピンドル速度と送り速度を可能にして、高い処理効率を実現します。
優れたチップ除去性能と刃の固着防止性能:最適化されたチップ保持溝設計により、より大きなチップ保持スペースと精密な螺旋角度が実現し、スムーズで効率的なチップ除去と「非粘着ブレード」効果を実現します。これにより、ブレードの過熱、摩耗、チップ詰まりによる偶発的な損傷を防ぎ、長期連続加工の安定性と安全性を確保します。
4. 幅広い適用性と信頼性
幅広い適用性:特に、金型、スタンピングダイ、自動車部品、および高い要件が求められる一般的なエンジニアリング部品の内部丸角(遷移アーク)の半仕上げおよび仕上げに適しています。
労働条件への強い適応性:堅牢な設計により、破損しにくくなっています。基材と強固なコーティングを組み合わせることで、難削材を含む様々な加工条件に対応します。過酷な加工条件下でも安定した性能を維持できるため、生産の信頼性向上に最適なツールです。
当社を選ぶ理由

工場概要






よくある質問
Q1. この高性能内部 R プロファイルフライスカッターの主な技術的特徴は何ですか?
A: このツールには、3 つのコア テクノロジーが統合されています。1) 超微粒子硬質合金基板と高度な AlTiN/DLC コーティングにより、究極の硬度、耐熱性、耐摩耗性を実現します。2) 最適化された 4 刃先設計とらせん角により、低振動、低切削抵抗、優れた切りくず除去を実現します。3) フルエッジ精密研削と不動態化処理により、一貫した R プロファイル精度、滑らかで均一な刃先が保証され、刃先の破損やバリが効果的に低減され、高速加工 (HSM) 戦略に最適化されています。
Q2. 切削工具の「一体成形」と「精密研磨」は加工結果にどのような影響を与えますか?
A:「一体成形」プロセスにより、工具構造全体の強度と剛性を確保し、振動の発生源を低減します。「精密研削」により、各工具の内径R角、刃先形状、輪郭精度は極めて小さな公差内で厳密に管理されます。これにより、バッチ処理において極めて高い再現性と一貫性を実現し、安定した一体成形効果とバリのない滑らかな表面品質を実現します。
Q3. AlTiNコーティングとDLCコーティングはどのように選択すればよいですか?また、それぞれどのようなシナリオに適用できますか?
A:AlTiNコーティング:極めて高い硬度と卓越した高温安定性を有し、高速・高温切削条件下でも優れた性能を発揮します。特に鋼、鋳鉄、ステンレス鋼、耐熱合金などの材料の加工に適しています。非常に汎用性の高い選択肢です。
DLCコーティング(ダイヤモンドライクカーボンコーティング):表面摩擦係数が極めて低く、耐摩耗性と耐凝着性に優れています。特に、有色金属(アルミニウム合金など)、グラファイト、複合材料、粘性材料の加工に適しており、切りくずの発生を効果的に抑制し、優れた表面仕上げを実現します。加工対象材料の特性に合わせてお選びいただけます。
Q4. 工具の「効率的な切りくず排出」と「低切削抵抗」設計はどのように実現されているのですか?
A: これは、流体力学に基づいて最適化された溝形状と、特定の螺旋角度設計によるものです。この組み合わせにより、以下のことが可能になります。
チップ保持スペースを拡張して、チップのカールと排出を容易にします。
チップが絡まりや二次切断を回避しながら、処理エリアからスムーズに排出されるようにチップを誘導します。
切削工具とワーク間の摩擦、および切りくずの摩擦を低減することで、切削抵抗と切削熱を大幅に低減します。最終的には、よりスムーズな切削プロセスと高い加工効率を実現し、切削工具と工作機械のスピンドルを保護します。
Q5. このツールはどのような業界や用途で使用するのが最も有利ですか?
A: この工具は、金型製造(キャビティ、電極など)、自動車部品(エンジン部品、シャーシ部品など)、一般的な機械工学部品などの分野に最適です。特に、高精度な内角、遷移面、キャビティの半仕上げおよび仕上げが求められる用途に適しています。設計目標は、優れた表面品質と寸法精度を確保しながら、加工効率と工具寿命を最大限に高めることです。






