د نکل پر بنسټ د لوړ حرارت الیاژ لپاره د جوارو وړانګې مل





د محصول ځانګړتیاوې
ټایټانیوم د ماشین کولو لپاره یو بدنامه ستونزمن مواد دی، په ځانګړې توګه په تیریدونکي وسیلو کې، لکه هغه چې د لوړ موثریت ملنګ (HEM) سره تړاو لري. دا د کونج ریډیس ملنګ کټر په ځانګړي ډول د هوایی چلند صنعت کې د موادو پروسس کولو لپاره کارول کیږي. دا وارد شوي ټنګسټن سټیل بار سټاک غوره کوي او اوږد خدمت ژوند لري.
په ورکشاپونو کې د کارولو لپاره سپارښتنه
د ټایټانیوم الیاژ TC18-21، فیرایټ، د 35٪ څخه پورته لوړ نکل الیاژ، د لوړې تودوخې سټینلیس سټیل، نکل-کرومیم-کوبالټ او نور د پرې کولو لپاره ستونزمن لوړ ځواک ټایټانیوم الیاژ، د لوړ تودوخې الیاژ مواد.
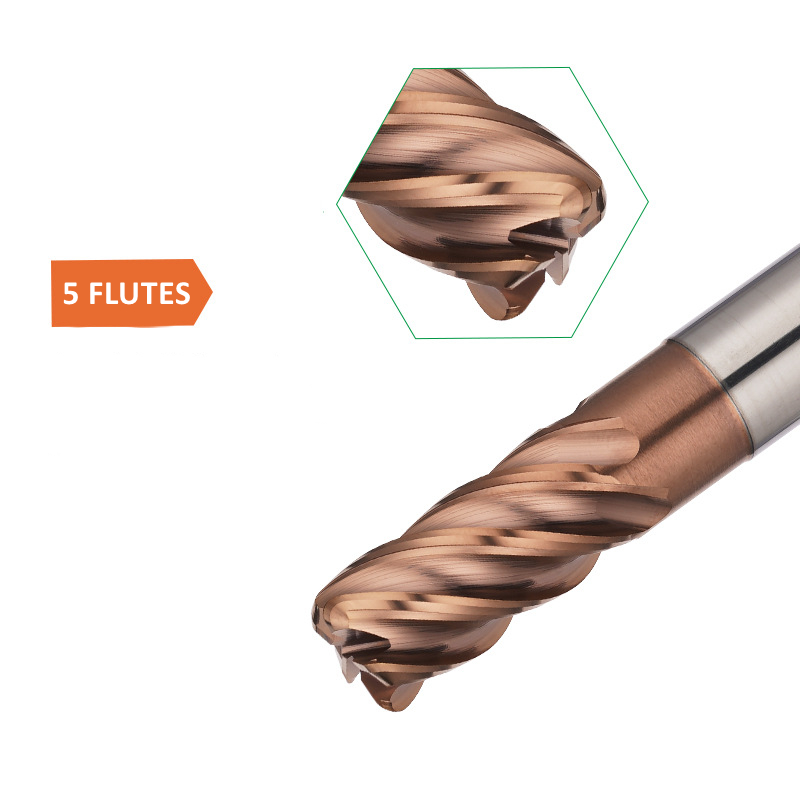
د پنځه فلوټ ډیزاین د درې فلوټ/څلور فلوټ ملنګ کټر په پرتله ۳۰٪-۴۰٪ ګړندی دی.
د زلزلې ډیزاین/د فلزاتو د لرې کولو خورا لوړ کچه/ټیټ داخلي فشار
| د بانسري قطر | د D6-D12 معرفي کول | د بانسري اوږدوالی | ۸-۲۴ ملي متره |
| د بانسري ډول | څرخي | د موادو | د لوړ کیفیت ټنګسټن |
| پوښ کول | هو | برانډ | ایم ایس کی |
| د پروسس کولو حد | هغه مواد چې پرې کول یې ستونزمن دي لکه د ټایټانیوم الیاژونه، سوپر الیاژونه، فیرایټس، نکل باډي، د لوړې تودوخې سټینلیس سټیلونه، او نکل-کرومیم-کوبالټ | ||
| د تطبیق وړ ماشینونه | د ژرند ماشینونه، د CNC ماشین کولو مرکزونه، د کمپیوټر ګونګونه، د نقاشۍ ماشینونه | ||
ځانتياوې
۱. د ټایټانیوم / سوپر الیاژ لپاره ځانګړی چې پرې کول یې سخت دي
د پروسس شوي موادو داخلي فشار کمولو لپاره د لوړ غوړولو او ټیټ رګیدو کوفیشینټ کوټینګ سره سمبال شوی.
۲. د هندسې بانسري
د پنځه تیغونو غوره U-نالره جیومیټریک ډیزاین کولی شي د پروسس شوي موادو سره د تماس نقطه زیاته کړي، پداسې حال کې چې د وسیلې سختوالی زیاتوي او د سطحې غوره ناهموارۍ ډاډمن کوي.
۳. وارد شوی ټنګسټن سټیل بار
د H5 د شانک زغم دقت، په ځانګړي ډول د لوړ دقت شانک کلیمپینګ سیسټمونو لپاره ډیزاین شوی.
۴. د چیمفر ډیزاین
په اسانۍ سره یې ودروئ.
۵. د زلزلې ډیزاین
د فلزاتو د لرې کولو خورا لوړ نرخ، ټیټ داخلي فشار، د دودیزو 3-تیغ / 4-تیغ ملنګ کټرونو په پرتله 30٪-40٪ ګړندی
غوښتنلیک:
فضايي، پوځي، میخانیکي برخې، موټرونه، ځانګړي برېښنايي مخابرات او نورې برخې
د پیرودونکي یادونه:
۱. د وسیلې کارولو دمخه، مهرباني وکړئ د وسیلې انحراف اندازه کړئ. کله چې د وسیلې انحراف دقت له 0.01 ملي میتر څخه ډیر شي، مهرباني وکړئ د پرې کولو دمخه یې سم کړئ.
۲. د وسیلې اوږدوالی چې له چک څخه بهر وځي، څومره لنډ وي، هومره ښه وي. که چیرې وسیله اوږده ودریږي، سرعت، د تغذیې کچه او د پرې کولو اندازه باید کمه شي.
۳. د پرې کولو په وخت کې، که چیرې غیر معمولي وایبریشن یا غږ رامنځته شي، مهرباني وکړئ سرعت او د پرې کولو اندازه کمه کړئ تر هغه چې وضعیت ښه شي.
۴. د فولادو یخ کول په غوره توګه سپری او هوایی جټ دی، کوم چې کولی شي د ملنګ کټر کارولو اغیز ښه کړي. د ټایټانیوم الیاژ او نور سوپر الیاژ سپارښتنه نه کیږي.









