निकेल-आधारित उच्च-तापमान मिश्रधातूसाठी कॉर्न रेडियस मिल





उत्पादनाचे वर्णन
टायटॅनियम हे मशीनिंगसाठी एक अत्यंत अवघड मटेरियल आहे, विशेषतः हाय एफिशियन्सी मिलिंग (HEM) सारख्या आक्रमक टूलपाथमध्ये. हा कॉर्नर रेडियस मिलिंग कटर विशेषतः विमानचालन उद्योगातील मटेरियलवर प्रक्रिया करण्यासाठी वापरला जातो. यात आयातित टंगस्टन स्टील बार स्टॉकचा वापर केला जातो आणि त्याचे सेवा आयुष्य दीर्घ आहे.
कार्यशाळांमध्ये वापरण्यासाठी शिफारस
टायटॅनियम मिश्रधातू TC18-21, फेराइट, 35% पेक्षा जास्त निकल असलेले मिश्रधातू, उच्च-तापमान स्टेनलेस स्टील, निकेल-क्रोमियम-कोबाल्ट आणि इतर कापायला कठीण असलेले उच्च-शक्तीचे टायटॅनियम मिश्रधातू, उच्च-तापमान मिश्रधातू साहित्य.
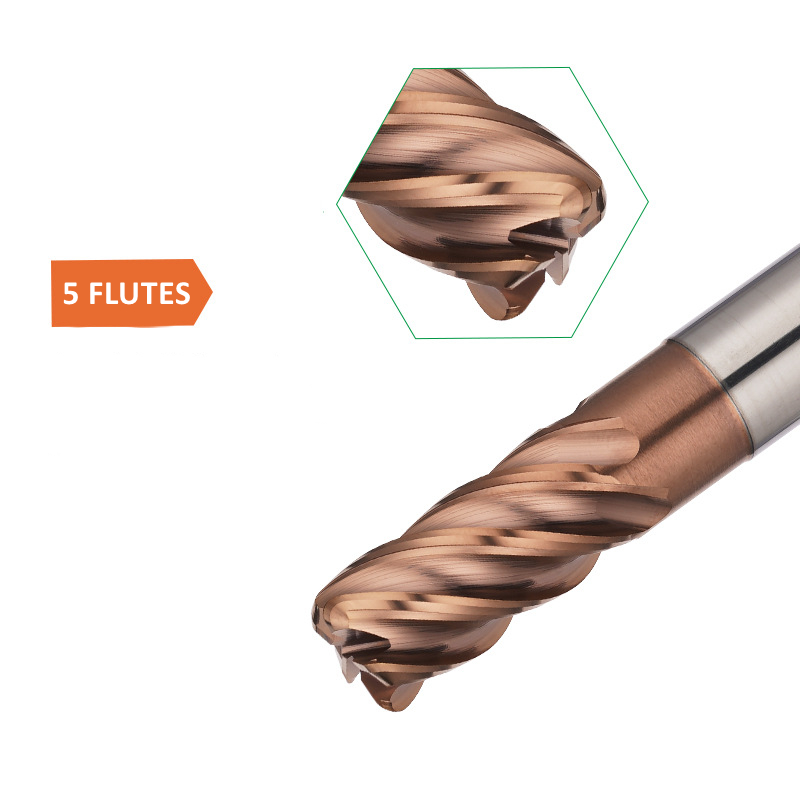
५-फ्लूट डिझाइन हे ३-फ्लूट/४-फ्लूट मिलिंग कटरपेक्षा ३०% ते ४०% अधिक वेगवान असते.
भूकंपरोधक रचना/अतिशय उच्च धातू काढण्याचा दर/कमी अंतर्गत ताण
| बासरीचा व्यास | डी६-डी१२ | बासरीची लांबी | ८-२४ मिमी |
| बासरीचा प्रकार | हेलिकल | साहित्य | उच्च दर्जाचे टंगस्टन |
| कोटिंग | होय | ब्रँड | एमएसके |
| प्रक्रिया श्रेणी | टायटॅनियम मिश्रधातू, सुपरअलॉय, फेराइट्स, निकेल बॉडीज, उच्च-तापमान स्टेनलेस स्टील आणि निकेल-क्रोमियम-कोबाल्ट यांसारखे कापायला कठीण असलेले पदार्थ | ||
| लागू यंत्रे | मिलिंग मशीन, सीएनसी मशीनिंग सेंटर्स, कॉम्प्युटर गोंग, खोदकाम मशीन | ||
वैशिष्ट्य
१. टायटॅनियम / सुपरअलॉयसारख्या कापायला कठीण असलेल्या पदार्थांसाठी विशेष
प्रक्रिया केलेल्या सामग्रीचा अंतर्गत ताण कमी करण्यासाठी उच्च स्नेहनक्षमता आणि कमी घर्षण गुणांक असलेल्या लेपनाने सुसज्ज.
२. भूमिती बासरी
उत्कृष्ट ५-ब्लेड यू-ग्रूव्ह भौमितिक डिझाइनमुळे प्रक्रिया करायच्या सामग्रीसोबतचा संपर्क बिंदू वाढतो, त्याचबरोबर टूलची दृढता वाढते आणि उत्कृष्ट पृष्ठभाग खडबडीतपणा सुनिश्चित होतो.
३. आयातित टंगस्टन स्टील बार
H5 ची शँक टॉलरन्स अचूकता, विशेषतः उच्च-सुस्पष्टता शँक क्लॅम्पिंग सिस्टीमसाठी डिझाइन केलेली.
४. चॅम्फर डिझाइन
क्लॅम्प करणे सोपे करा.
५. भूकंपरोधक रचना
अत्यंत उच्च धातू काढण्याचा दर, कमी अंतर्गत ताण, पारंपरिक ३-ब्लेड/४-ब्लेड मिलिंग कटरपेक्षा ३०%-४०% अधिक वेगवान
अर्ज:
एरोस्पेस, लष्करी, यांत्रिक भाग, ऑटोमोबाईल, विशेष इलेक्ट्रॉनिक दळणवळण आणि इतर क्षेत्रे
खरेदीदाराची नोंद:
१. साधन वापरण्यापूर्वी, कृपया साधनाच्या विचलनाचे मोजमाप घ्या. जेव्हा साधनाच्या विचलनाची अचूकता ०.०१ मिमी पेक्षा जास्त असेल, तेव्हा कापण्यापूर्वी कृपया ती दुरुस्त करा.
२. चकमधून बाहेर डोकावणाऱ्या टूलची लांबी जेवढी कमी असेल, तेवढे चांगले. जर टूल जास्त लांब बाहेर डोकावत असेल, तर वेग, फीड रेट आणि कटिंगचे प्रमाण कमी करावे लागते.
३. कापताना असामान्य कंपन किंवा आवाज येत असल्यास, परिस्थिती सुधारेपर्यंत कृपया वेग आणि कापण्याचे प्रमाण कमी करा.
४. स्टील थंड करण्यासाठी शक्यतो स्प्रे आणि एअर जेटचा वापर करावा, ज्यामुळे मिलिंग कटरच्या वापराची परिणामकारकता सुधारते. टायटॅनियम मिश्रधातू आणि इतर सुपरअलॉयसाठी ही पद्धत वापरण्याची शिफारस केलेली नाही.








