নিকেল-ভিত্তিক উচ্চ-তাপমাত্রার সংকর ধাতুর জন্য কর্ন রেডিয়াস মিল





পণ্যের বিবরণ
টাইটানিয়াম মেশিনিং করার জন্য অত্যন্ত কঠিন একটি উপাদান, বিশেষ করে হাই এফিশিয়েন্সি মিলিং (HEM)-এর মতো অ্যাগ্রেসিভ টুলপাথে। এই কর্নার রেডিয়াস মিলিং কাটারটি বিশেষভাবে বিমান শিল্পে উপকরণ প্রক্রিয়াকরণের জন্য ব্যবহৃত হয়। এতে আমদানিকৃত টাংস্টেন স্টিল বার স্টক ব্যবহার করা হয়েছে এবং এর দীর্ঘ পরিষেবা জীবন রয়েছে।
কর্মশালায় ব্যবহারের জন্য সুপারিশ
টাইটানিয়াম অ্যালয় টিসি১৮-২১, ফেরাইট, ৩৫% এর বেশি নিকেলযুক্ত অ্যালয়, উচ্চ-তাপমাত্রার স্টেইনলেস স্টিল, নিকেল-ক্রোমিয়াম-কোবাল্ট এবং অন্যান্য কঠিন-কাটতে-পারা উচ্চ-শক্তির টাইটানিয়াম অ্যালয়, উচ্চ-তাপমাত্রার অ্যালয় উপাদান।
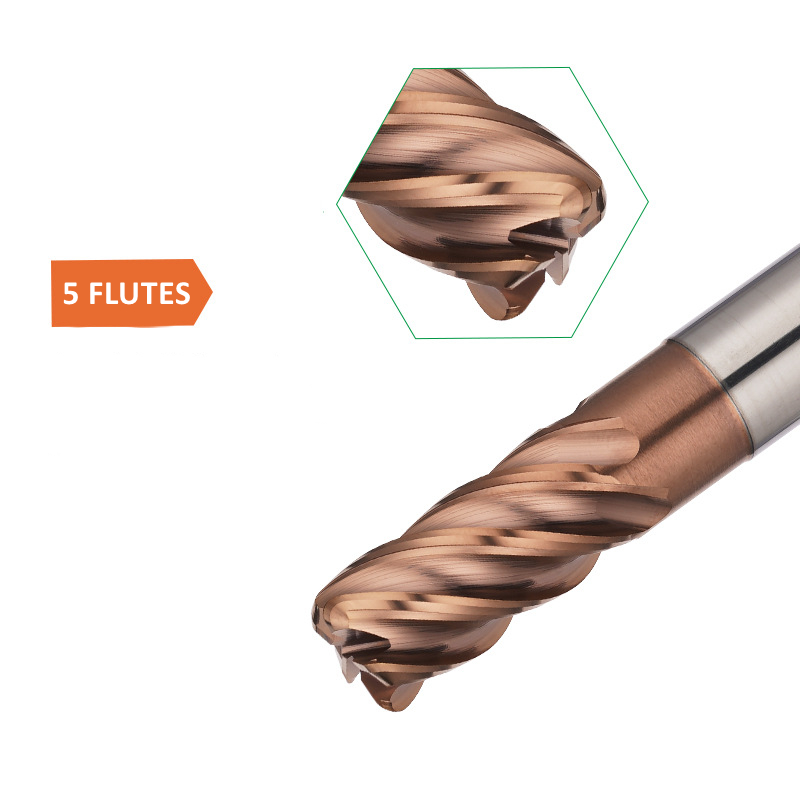
৫-ফ্লুট ডিজাইনটি ৩-ফ্লুট/৪-ফ্লুট মিলিং কাটারের চেয়ে ৩০%-৪০% দ্রুততর।
ভূমিকম্প-প্রতিরোধী নকশা/অত্যন্ত উচ্চ ধাতু অপসারণ হার/নিম্ন অভ্যন্তরীণ চাপ
| বাঁশির ব্যাস | ডি৬-ডি১২ | বাঁশির দৈর্ঘ্য | ৮-২৪ মিমি |
| বাঁশির ধরন | হেলিকাল | উপাদান | উচ্চ মানের টাংস্টেন |
| আবরণ | হ্যাঁ | ব্র্যান্ড | এমএসকে |
| প্রক্রিয়াকরণ পরিসর | টাইটানিয়াম অ্যালয়, সুপারঅ্যালয়, ফেরাইট, নিকেল বডি, উচ্চ-তাপমাত্রার স্টেইনলেস স্টিল এবং নিকেল-ক্রোমিয়াম-কোবাল্টের মতো কঠিন-কাটা উপকরণ | ||
| প্রযোজ্য মেশিন | মিলিং মেশিন, সিএনসি মেশিনিং সেন্টার, কম্পিউটার গং, খোদাই মেশিন | ||
বৈশিষ্ট্য
১. টাইটানিয়াম / সুপারঅ্যালয় এর মতো কঠিন-কাটা উপকরণের জন্য বিশেষ
প্রক্রিয়াজাত উপাদানের অভ্যন্তরীণ পীড়ন কমানোর জন্য এতে উচ্চ পিচ্ছিলকারক এবং নিম্ন ঘর্ষণ সহগের একটি প্রলেপ দেওয়া হয়েছে।
২. জ্যামিতি বাঁশি
চমৎকার ৫-ব্লেডযুক্ত ইউ-গ্রুভ জ্যামিতিক নকশা প্রক্রিয়াজাতব্য উপাদানের সাথে সংস্পর্শ বিন্দু বাড়াতে পারে, একই সাথে টুলের দৃঢ়তা বৃদ্ধি করে এবং চমৎকার পৃষ্ঠতল মসৃণতা নিশ্চিত করে।
৩. আমদানিকৃত টাংস্টেন স্টিল বার
উচ্চ-নির্ভুল শ্যাঙ্ক ক্ল্যাম্পিং সিস্টেমের জন্য বিশেষভাবে ডিজাইন করা, H5 শ্যাঙ্ক টলারেন্স নির্ভুলতা।
৪. চ্যামফার ডিজাইন
আটকানো সহজ করুন।
৫. ভূমিকম্প প্রতিরোধী নকশা
অত্যন্ত উচ্চ ধাতু অপসারণ হার, কম অভ্যন্তরীণ চাপ, প্রচলিত ৩-ব্লেড/৪-ব্লেড মিলিং কাটারের চেয়ে ৩০%-৪০% দ্রুততর।
আবেদন:
মহাকাশ, সামরিক, যান্ত্রিক যন্ত্রাংশ, মোটরগাড়ি, বিশেষ ইলেকট্রনিক যোগাযোগ এবং অন্যান্য ক্ষেত্র
ক্রেতার নোট:
১. টুলটি ব্যবহার করার আগে, অনুগ্রহ করে টুলের বিচ্যুতি পরিমাপ করুন। যখন টুলের বিচ্যুতির নির্ভুলতা ০.০১ মিমি ছাড়িয়ে যায়, তখন কাটার আগে অনুগ্রহ করে তা সংশোধন করে নিন।
২. চাক থেকে বেরিয়ে থাকা টুলের দৈর্ঘ্য যত কম হবে, তত ভালো। টুলটি বেশি লম্বা হয়ে বেরিয়ে থাকলে গতি, ফিড রেট এবং কাটিংয়ের পরিমাণ কমাতে হবে।
৩. কাটার সময় যদি অস্বাভাবিক কম্পন বা শব্দ হয়, তাহলে পরিস্থিতি স্বাভাবিক না হওয়া পর্যন্ত গতি এবং কাটার পরিমাণ কমিয়ে দিন।
৪. স্টিল শীতল করার জন্য স্প্রে এবং এয়ার জেট পদ্ধতি ব্যবহার করা শ্রেয়, যা মিলিং কাটারের কার্যকারিতা উন্নত করতে পারে। টাইটানিয়াম অ্যালয় এবং অন্যান্য সুপারঅ্যালয় ব্যবহারের সুপারিশ করা হয় না।








