آسیاب شعاعی ذرت برای آلیاژهای با دمای بالای پایه نیکل





شرح محصول
تیتانیوم مادهای است که ماشینکاری آن به ویژه در مسیرهای ابزار تهاجمی، مانند مسیرهای مرتبط با فرزکاری با راندمان بالا (HEM)، بسیار دشوار است. این فرزکاری شعاعی گوشهای به طور ویژه برای پردازش مواد در صنعت هوانوردی استفاده میشود. این دستگاه از جنس فولاد تنگستن وارداتی ساخته شده و عمر مفید بالایی دارد.
توصیه برای استفاده در کارگاهها
آلیاژ تیتانیوم TC18-21، فریت، آلیاژ نیکل بالا بالای 35٪، فولاد ضد زنگ با دمای بالا، نیکل-کروم-کبالت و سایر آلیاژهای تیتانیوم با مقاومت بالا که به سختی برش داده میشوند، مواد آلیاژی با دمای بالا.
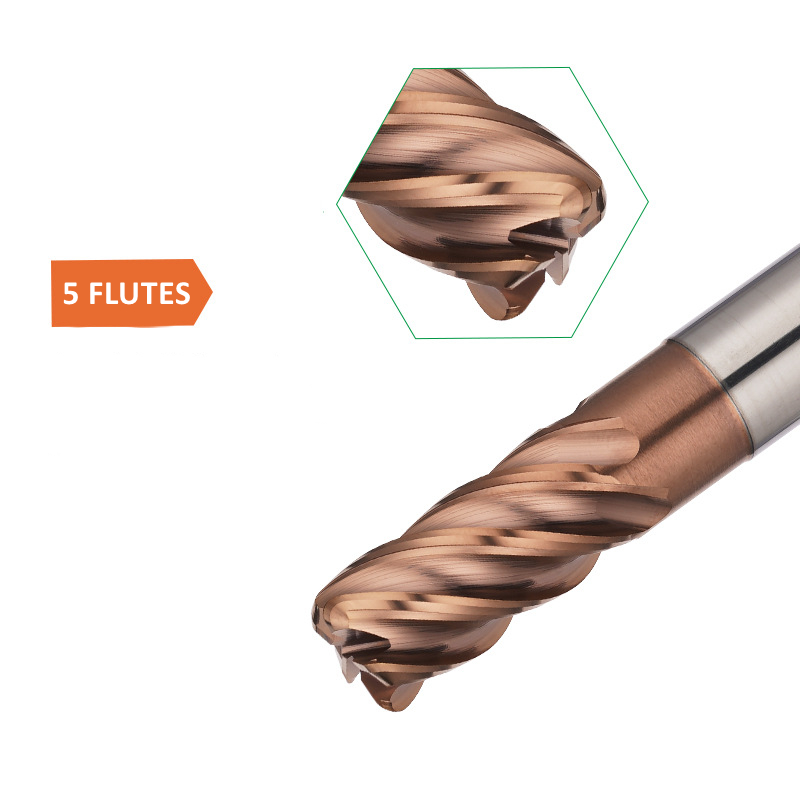
طراحی فرز ۵ شیاره ۳۰ تا ۴۰ درصد سریعتر از فرز ۳ شیاره/۴ شیاره است.
طراحی لرزهای/نرخ بالای حذف فلز/تنش داخلی کم
| قطر فلوت | دی۶-دی۱۲ | طول فلوت | ۸-۲۴ میلیمتر |
| نوع فلوت | مارپیچی | مواد | تنگستن درجه بالا |
| پوشش | بله | برند | ام اس کی |
| محدوده پردازش | موادی که برش آنها دشوار است مانند آلیاژهای تیتانیوم، سوپرآلیاژها، فریتها، بدنههای نیکلی، فولادهای ضد زنگ دما بالا و آلیاژهای نیکل-کروم-کبالت | ||
| ماشین آلات قابل اجرا | ماشینهای فرز، مراکز ماشینکاری CNC، گونگهای کامپیوتری، ماشینهای حکاکی | ||
ویژگی
1. ویژه برای مواد سخت برش تیتانیوم/سوپرآلیاژ
مجهز به پوشش روانکاری بالا و ضریب اصطکاک کم برای به حداقل رساندن تنش داخلی مواد فرآوری شده.
فلوت هندسی
طراحی هندسی شیار U شکل 5 تیغهای عالی میتواند نقطه تماس با ماده مورد پردازش را افزایش دهد، در عین حال استحکام ابزار را افزایش داده و زبری سطح عالی را تضمین میکند.
3. نوار فولادی تنگستن وارداتی
دقت تلرانس ساق پا H5، به طور ویژه برای سیستمهای گیره ساق با دقت بالا طراحی شده است.
طراحی 4.Chamfer
بستن آن را آسان کنید.
۵. طراحی لرزهای
نرخ بالای برادهبرداری فلز، تنش داخلی کم، 30 تا 40 درصد سریعتر از فرزهای سنتی 3 تیغه/4 تیغه
کاربرد:
هوافضا، نظامی، قطعات مکانیکی، خودرو، ارتباطات الکترونیکی ویژه و سایر زمینهها
یادداشت خریدار:
۱. قبل از استفاده از ابزار، لطفاً میزان انحراف ابزار را اندازهگیری کنید. هنگامی که دقت انحراف ابزار از ۰.۰۱ میلیمتر بیشتر شد، لطفاً قبل از برش آن را اصلاح کنید.
۲. هر چه طول ابزار بیرون زده از سه نظام کوتاهتر باشد، بهتر است. اگر ابزار بلندتر بیرون بماند، سرعت، نرخ پیشروی و میزان برش باید کاهش یابد.
۳. در حین برش، اگر لرزش یا صدای غیرطبیعی رخ داد، لطفاً سرعت و میزان برش را تا بهبود وضعیت کاهش دهید.
۴. خنککاری فولاد ترجیحاً به صورت اسپری و جت هوا انجام میشود که میتواند اثر استفاده از فرز را بهبود بخشد. آلیاژهای تیتانیوم و سایر سوپرآلیاژها توصیه نمیشوند.








