Høy hardhet 4-skjærs innvendig R-hjørneradius-endefreser for presisjonsmaskinering







Denne høytytende CNC-fresen med innvendig R-profil er utstyrt med en ultrafinkornet hardlegeringsbase og avansert AlTiN/DLC-belegg, noe som sikrer utmerket hardhet og termisk stabilitet. Den optimaliserte firkantede designen, presist polerte skjærekanter og effektive spormønster for sponfjerning jobber sammen for å oppnå jevn skjæring, utmerket overflatefinish og lang levetid. Den er spesialdesignet for applikasjoner som støpeformer, bildeler osv., som krever høypresisjons innvendige hjørner og høyeffektive halvfinish- og etterbehandlingsprosesser.
Viktige attributter
| Produktnavn | Aluminium DLC Intern R Fres | Merke | MSK |
| Varenummer | MSKDT-130 | Belegg | DLC-belegg |
| Gjeldende maskinverktøy | Fresemaskin | Maskineringsområde | 55°–58° |
| Gjeldende materialer | Aluminiumslegeringer, kobberlegeringer, etc. | Gjeldende utstyr | CNC-maskineringssentre, graveringsmaskiner, presisjonsgravering maskiner og andre høyhastighetsmaskiner. |
| Modell nr. | MSKDT-130 |
| Søknad | Aluminium |
| Tilpasset støtte | OEM |
| Pakking | Plastboks |
| Opprinnelsessted | Kina |
| Passer for | Metall |
| Presisjon | Høy presisjon |
| Overflatefinish | DIc |
| Gjeldende utstyr | CNC-maskineringssentre, graveringsmaskiner |
| Transportpakke | Plastboks |
| Varemerke | MSK |
| HS-kode | 8207400000 |
| Fløytenummer | 4T |
| Produktnavn | DLC indre R-endefres |
| M0Q | 10 stk |
| Garanti | 3 måneder |
| Nøkkelord | Innvendig R-verktøy hjørneavrunding endefres |
| HRC | 55 |
| Applikasjonsmiljø | Metall |
| Leveringstid | 7–15 dager |
| Forsendelse | DHL.TNT.UPS.FedEx. EMS.SfExpress |
| Spesifikasjon | 4–20 mm |
| Opprinnelse | Tianjin Kina |
| Produksjonskapasitet | 500 per uke |
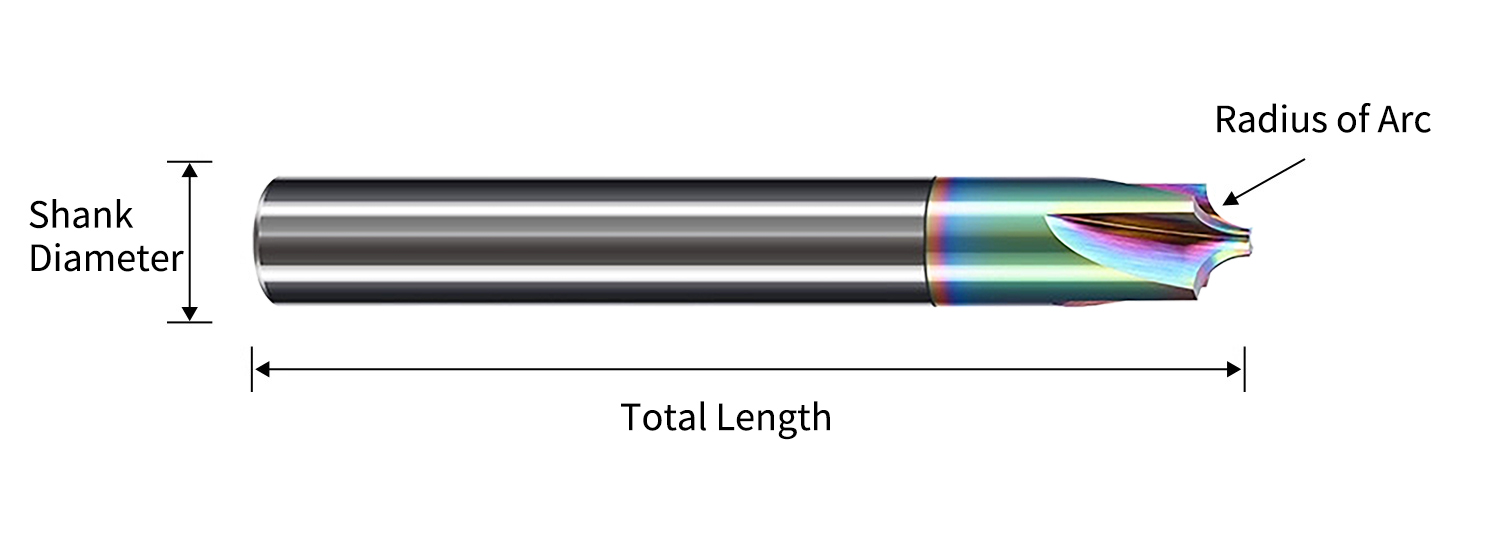
| Fløytediameter | Vinkel | Total lengde | Fløyter |
| D4 | R0,2 | 50 liter | 4T |
| D4 | R0,3 | 50 liter | 4T |
| D4 | R0,4 | 50 liter | 4T |
| D4 | R0,5 | 50 liter | 4T |
| D4 | 0,75 kr | 50 liter | 4T |
| D4 | 1,5 kr | 50 liter | 4T |
| D6 | 1,5 kr | 50 liter | 4T |
| D6 | R2 | 50 liter | 4T |
| D6 | 2,5 kr | 50 liter | 4T |
| D8 | R3 | 60 liter | 4T |
| D8 | 3,5 kr | 60 liter | 4T |
| D10 | R4 | 60 liter | 4T |
| D12 | R5 | 60 liter | 4T |
| D14 | R6 | 60 liter | 4T |
| D16 | R7 | 75 liter | 4T |
| D20 | R8 | 100 liter | 4T |
Produktfunksjoner

Støping i ett stykke, uten grader
Høy bearbeidingseffektivitet, utmerket overflatefinish på arbeidsstykket
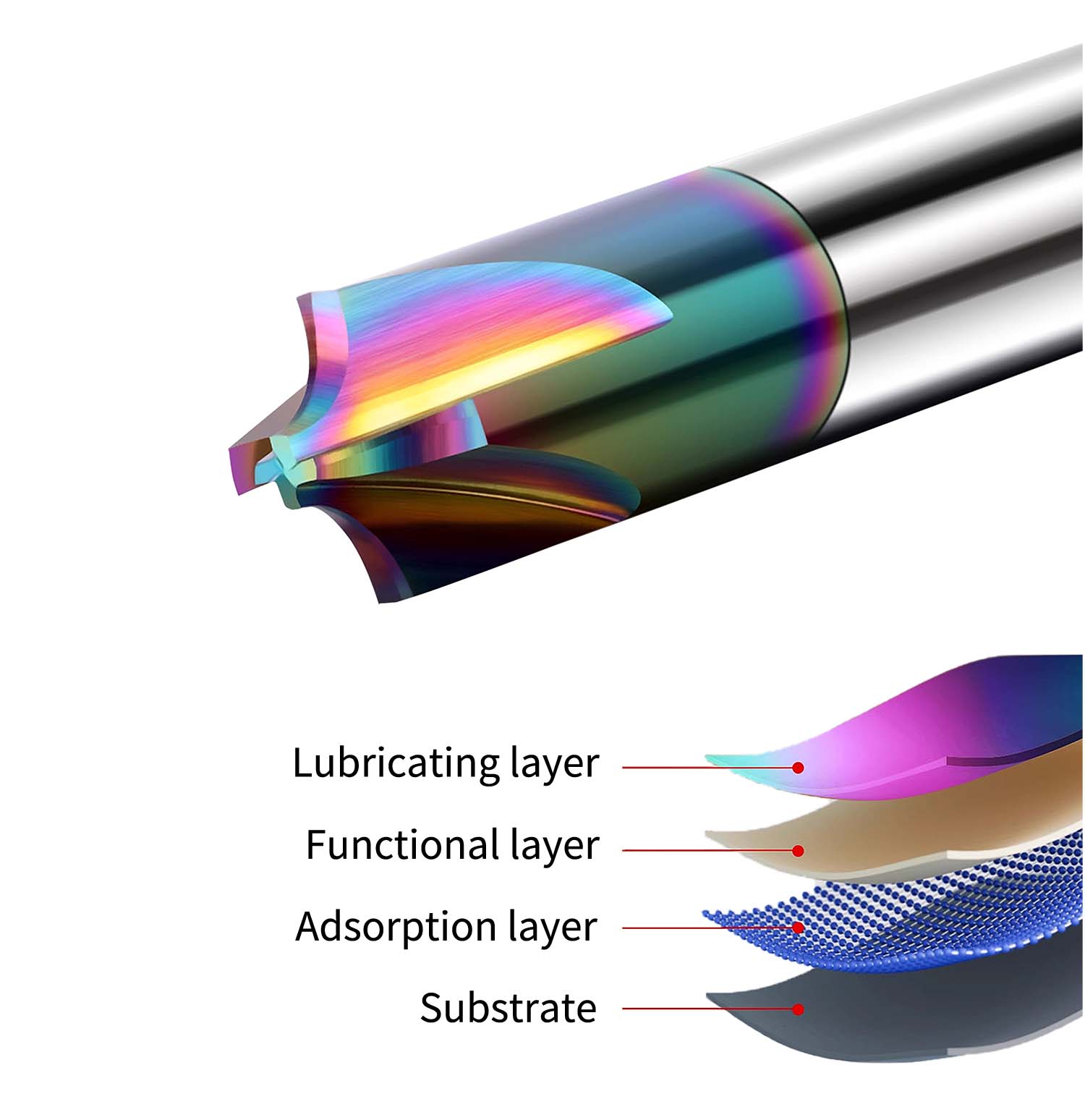
DLC-belegg
Oppgradert belegg forbedrer slitestyrken, sikrer skarpe skjærekanter uten avskalling under rask fresing og gir overlegen holdbarhet.
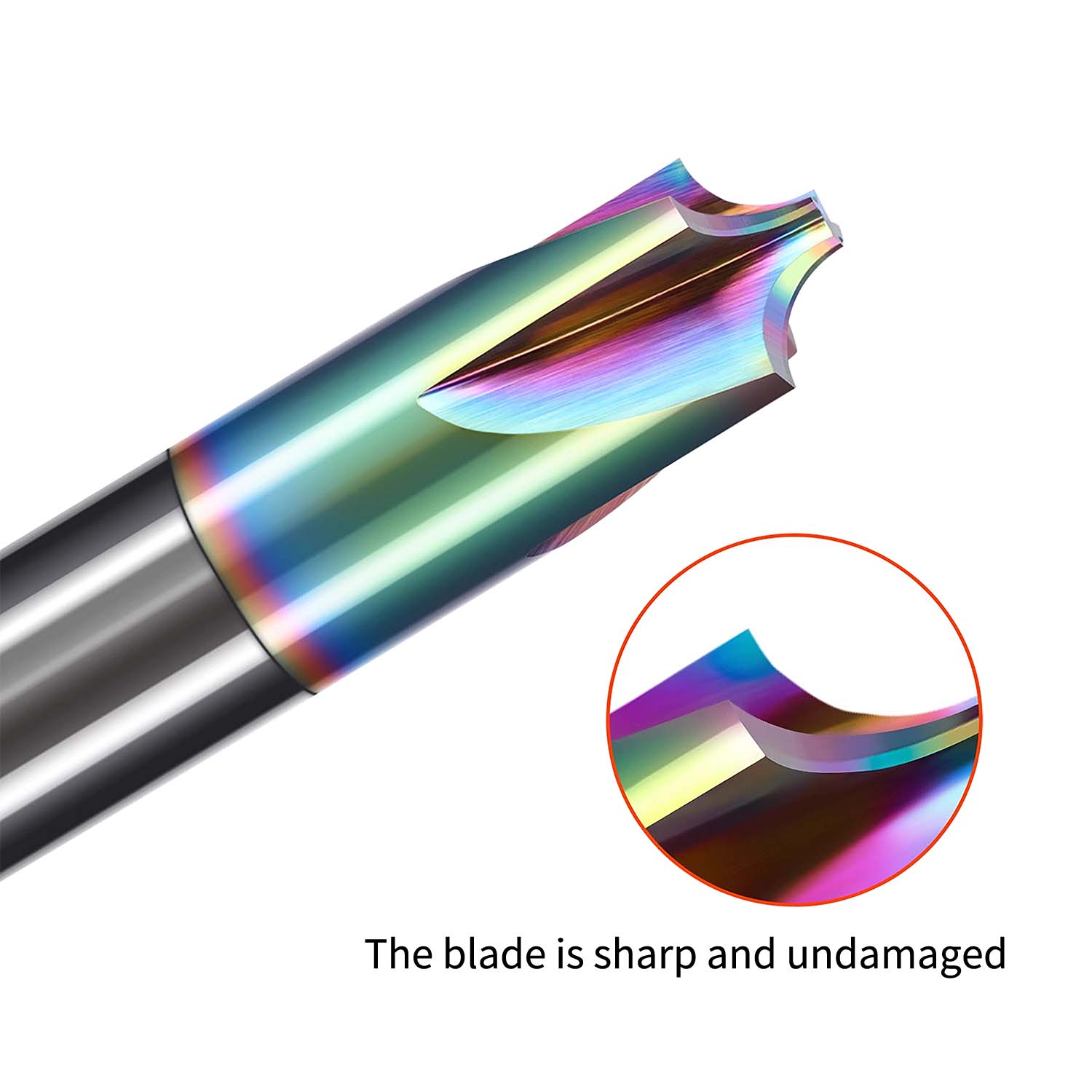
Ny behandling for matt kant
Svært effektiv fjerning av spon, slippbelegg
Svært effektiv fjerning av spon, slippbelegg

Fordeler
1. Enestående holdbarhet og ekstremt lang levetid
Kombinasjon av førsteklasses underlag og belegg:Ved å bruke ultrafinkornet hardlegering som basismateriale oppnår den en perfekt balanse mellom høy styrke og slagfasthet. Kombinert med avanserte AlTiN- eller DLC-belegg gir den skjæreverktøyet ekstremt høy overflatehardhet, utmerket termisk stabilitet og enestående slitestyrke. Det forhindrer effektivt halvmåneformede sporslitasje og termiske sprekker under høyhastighetsmaskinering, noe som forlenger skjæreverktøyets levetid betydelig.
Innovativ teknologi for kantbehandling:Gjennom presis avrunding (sløving) elimineres mikroskopiske defekter som følge av kantsliping fullstendig, noe som skaper en glatt og jevn skjærekant. Dette reduserer ikke bare risikoen for avskalling betydelig, men fordeler også skjærespenningen jevnt, noe som forbedrer verktøyets pålitelighet og holdbarhet betydelig.
2. Ekstremt høy prosesseringsnøyaktighet og utmerket overflatekvalitet
Garanti for presisjonsproduksjon:Skjæreverktøyene slipes med høy presisjon, med streng kontroll av toleranser, noe som sikrer konsistente og presise innvendige R-vinkler. Dette muliggjør pålitelig repetisjonsnøyaktighet i masseproduksjon og oppfyller kravene til presisjonsdelbehandling.
Optimalisert geometrisk design:Den unike designen med fire kanter og den tilpassede spiralvinkelen sikrer glatthet og lav vibrasjon under bearbeidingen, noe som direkte oppnår effekten av "utmerket overflatefinish på arbeidsstykket" og "integrert støping uten grader", og reduserer behovet for påfølgende maskineringsprosesser.
Skarp skjærekant og stabil skjæring: Den skarpe skjærekanten, kombinert med den forbedrede kantbehandlingen, muliggjør ren og effektiv skjæring samtidig som den effektivt forhindrer dannelse av grader, noe som sikrer en klar omriss og presise dimensjoner på det bearbeidede arbeidsstykket.
3. Utmerket prosesseringseffektivitet og stabilitet
For optimalisering av høyhastighetsmaskinering (HSM):Avanserte verktøygeometrier er spesielt utviklet for effektive fresestrategier, noe som muliggjør høyere spindelhastigheter og matingshastigheter, og dermed oppnår høy prosesseringseffektivitet.
Enestående sponfjerning og anti-klebende bladytelse:Det optimaliserte sponretensjonssporet gir større sponretensjonsrom, kombinert med presise spiralvinkler, noe som oppnår jevn og effektiv sponfjerning og en "non-stick blade"-effekt. Dette unngår overoppheting av bladet, slitasje eller utilsiktet skade forårsaket av sponblokkering, og sikrer stabilitet og sikkerhet ved langvarig kontinuerlig prosessering.
4. Utbredt anvendelighet og pålitelighet
Bredt anvendelig:Spesielt egnet for halvfinish og etterbehandling av innvendige avrundede hjørner (overgangsbuer) i former, stempler, bildeler og generelle ingeniørkomponenter med høye krav.
Sterk tilpasningsevne til arbeidsforhold:Den robuste designen gjør den mindre utsatt for brudd. Det sterke belegget kombinert med basismaterialet kan håndtere ulike utfordringer, inkludert materialer som er vanskelige å maskinere. Den kan opprettholde stabil ytelse selv under tøffe prosesseringsforhold, noe som gjør den til et ideelt verktøy for å forbedre produksjonspåliteligheten.
Hvorfor velge oss

Fabrikkprofil






Vanlige spørsmål
Q1. Hva er de viktigste tekniske høydepunktene til denne høytytende innvendige R-profilfresen?
A: Dette verktøyet integrerer tre kjerneteknologier: 1) Ultrafinkornet hardlegeringssubstrat og avansert AlTiN/DLC-belegg, som gir optimal hardhet, varmebestandighet og slitestyrke; 2) Optimalisert firkantet design og spiralvinkel, som oppnår lav vibrasjon, lav skjærekraft og utmerket sponfjerning; 3) Fullkantpresisjonssliping og passiveringsbehandling, som sikrer jevn R-profilnøyaktighet, glatte og ensartede skjærekanter, effektivt reduserer kantbrudd og grader, og er optimalisert for høyhastighetsmaskineringsstrategier (HSM).
Q2. Hvordan påvirker "støping i ett stykke" og "presis sliping" av skjæreverktøyene bearbeidingsresultatene?
A: «Endelt støping»-prosessen sikrer verktøystrukturens generelle styrke og stivhet, og reduserer vibrasjoner ved kilden. «Presis sliping» sikrer at den indre R-vinkelstørrelsen, kantformen og konturnøyaktigheten til hvert verktøy kontrolleres strengt innenfor ekstremt små toleranser. Dette betyr at du i batchprosessering kan oppnå ekstremt høy repeterbarhetsnøyaktighet og konsistens, noe som gir en stabil støpeeffekt i ett stykke og glatt overflatekvalitet uten grader.
Q3. Hvordan bør AlTiN-belegget og DLC-belegget velges? Og for hvilke scenarioer er de henholdsvis anvendelige?
A: AlTiN-belegg: Det har ekstremt høy hardhet og enestående høytemperaturstabilitet. Det yter eksepsjonelt bra under høyhastighets- og høytemperaturskjæreforhold, og er spesielt egnet for bearbeiding av materialer som stål, støpejern, rustfritt stål og høytemperaturlegeringer. Det er et ekstremt allsidig valg.
DLC-belegg (diamantlignende karbonbelegg): Overflatefriksjonskoeffisienten er ekstremt lav, og den har ekstremt sterk slitestyrke og antiheftegenskaper. Den er spesielt egnet for bearbeiding av metaller (som aluminiumslegeringer), grafitt, komposittmaterialer og viskøse materialer, og forhindrer effektivt spondannelse og oppnår utmerket overflatefinish. Du kan velge den basert på egenskapene til materialet som skal bearbeides.
Q4. Hvordan oppnås verktøyets design med "effektiv sponfjerning" og "lav skjærekraft"?
A: Dette tilskrives vår fluiddynamikkoptimaliserte sporform og den spesifikke spiralvinkeldesignen. Denne kombinasjonen kan:
Utvid sponoppbevaringsrommet for å gjøre det lettere å krølle og utstøte sponene.
Før flisene slik at de kommer jevnt ut av behandlingsområdet, og unngår sammenfiltring og sekundær kutting.
Reduser friksjonen mellom skjæreverktøyet og arbeidsstykket, samt sponene, og reduserer dermed skjærekraften og skjærevarmen betydelig. Til syvende og sist oppnår du en jevnere skjæreprosess, høyere prosesseringseffektivitet og beskytter skjæreverktøyet og maskinverktøyets spindel.
Q5. I hvilke bransjer og applikasjoner er dette verktøyet mest fordelaktig å bruke?
A: Dette verktøyet er et ideelt valg for felt som formproduksjon (f.eks. hulrom, elektroder), bilkomponenter (f.eks. motordeler, chassisdeler) og generelle maskintekniske deler. Det er spesielt egnet for situasjoner som krever høypresisjons innvendige hjørner, overgangsflater, halvfinish og etterbehandling av hulrom. Designmålet er å sikre utmerket overflatekvalitet og dimensjonsnøyaktighet samtidig som prosesseringseffektiviteten og verktøylevetiden maksimeres.






