निकल-आधारित उच्च-तापमान मिश्र धातुहरूको लागि मकैको रेडियस मिल





उत्पादन विवरण
टाइटेनियम मेसिनको लागि कुख्यात रूपमा गाह्रो सामग्री हो, विशेष गरी उच्च दक्षता मिलिङ (HEM) सँग सम्बन्धित आक्रामक उपकरण मार्गहरूमा। यो कुना रेडियस मिलिङ कटर विशेष रूपमा उड्डयन उद्योगमा सामग्रीहरूको प्रशोधनको लागि प्रयोग गरिन्छ। यसले आयातित टंगस्टन स्टील बार स्टक अपनाउँछ र यसको सेवा जीवन लामो छ।
कार्यशालाहरूमा प्रयोगको लागि सिफारिस
टाइटेनियम मिश्र धातु TC18-21, फेराइट, ३५% भन्दा माथि उच्च-निकेल मिश्र धातु, उच्च-तापमान स्टेनलेस स्टील, निकल-क्रोमियम-कोबाल्ट र अन्य काट्न गाह्रो उच्च-शक्ति टाइटेनियम मिश्र धातुहरू, उच्च-तापमान मिश्र धातु सामग्रीहरू।
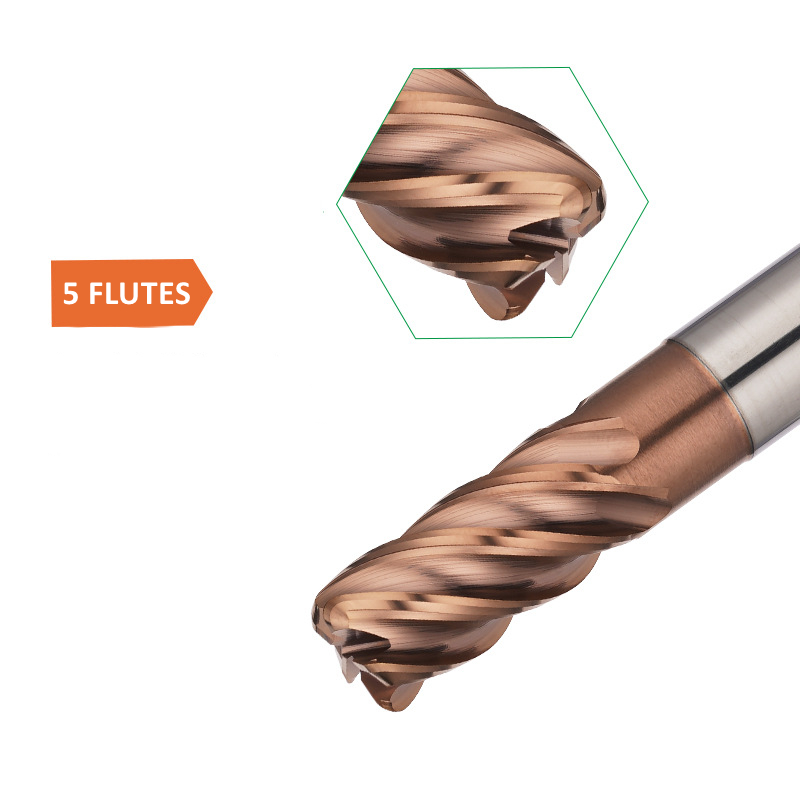
५-बाँसुरीको डिजाइन ३-बाँसुरी/४-बाँसुरी मिलिङ कटर भन्दा ३०%-४०% छिटो छ।
भूकम्पीय डिजाइन/अति उच्च धातु हटाउने दर/कम आन्तरिक तनाव
| बाँसुरीको व्यास | D6-D12 को परिचय | बाँसुरीको लम्बाइ | ८-२४ मिमी |
| बाँसुरीको प्रकार | पेचदार | सामाग्री | उच्च ग्रेड टंगस्टन |
| लेप लगाउने काम | हो | ब्रान्ड | एमएसके |
| प्रशोधन दायरा | टाइटेनियम मिश्र धातु, सुपरअलॉय, फेराइट, निकल बडी, उच्च-तापमान स्टेनलेस स्टील, र निकल-क्रोमियम-कोबाल्ट जस्ता काट्न गाह्रो सामग्रीहरू | ||
| लागू हुने मेसिनहरू | मिलिङ मेसिनहरू, सीएनसी मेसिनिङ केन्द्रहरू, कम्प्युटर गोङ्गहरू, इन्ग्रेभिङ मेसिनहरू | ||
सुविधा
१. टाइटेनियम/सुपरअलोय काट्न गाह्रो सामग्रीहरूको लागि विशेष
प्रशोधित सामग्रीको आन्तरिक तनाव कम गर्न उच्च स्नेहन र कम घर्षण गुणांक कोटिंगले सुसज्जित।
२. ज्यामिति बाँसुरी
उत्कृष्ट ५-ब्लेड यू-ग्रुभ ज्यामितीय डिजाइनले प्रशोधन गरिने सामग्रीसँगको सम्पर्क बिन्दु बढाउन सक्छ, जबकि उपकरणको कठोरता बढाउँछ र उत्कृष्ट सतह खस्रोपन सुनिश्चित गर्दछ।
३. आयातित टंगस्टन स्टील बार
H5 को श्याङ्क सहिष्णुता शुद्धता, विशेष गरी उच्च-परिशुद्धता श्याङ्क क्ल्याम्पिङ प्रणालीहरूको लागि डिजाइन गरिएको।
४. च्याम्फर डिजाइन
यसलाई सजिलैसँग बाँध्नुहोस्।
५.भूकम्पीय डिजाइन
अति-उच्च धातु हटाउने दर, कम आन्तरिक तनाव, परम्परागत ३-ब्लेड/४-ब्लेड मिलिङ कटरहरू भन्दा ३०%-४०% छिटो
आवेदन:
एयरोस्पेस, सैन्य, मेकानिकल पार्ट्स, अटोमोबाइल, विशेष इलेक्ट्रोनिक संचार र अन्य क्षेत्रहरू
खरिदकर्ताको नोट:
१. उपकरण प्रयोग गर्नु अघि, कृपया उपकरण विक्षेपण मापन गर्नुहोस्। जब उपकरण विक्षेपण शुद्धता ०.०१ मिमी भन्दा बढी हुन्छ, कृपया काट्नु अघि यसलाई सच्याउनुहोस्।
२. चकबाट बाहिर निस्कने उपकरणको लम्बाइ जति छोटो हुन्छ, त्यति नै राम्रो। यदि उपकरण लामो समयसम्म बाहिर निस्कियो भने, गति, फिड दर र काट्ने मात्रा घटाउन आवश्यक छ।
३. काट्ने क्रममा, यदि असामान्य कम्पन वा आवाज आयो भने, स्थिति सुधार नभएसम्म कृपया गति र काट्ने मात्रा घटाउनुहोस्।
४. स्टीलको कूलिंग स्प्रे र एयर जेट भन्दा राम्रो हुन्छ, जसले मिलिङ कटरको प्रयोग प्रभावलाई सुधार गर्न सक्छ। टाइटेनियम मिश्र र अन्य सुपरअलोयहरू सिफारिस गरिँदैन।









