Augstas cietības 4 rievu iekšējā R stūra rādiusa gala frēzes precīzai apstrādei







Šī augstas veiktspējas CNC iekšējā R profila frēze ir aprīkota ar īpaši smalkgraudainu cieto sakausējumu pamatni un uzlabotu AlTiN/DLC pārklājumu, kas nodrošina izcilu cietību un termisko stabilitāti. Tās optimizētā četru malu konstrukcija, precīzi pulētās griešanas malas un efektīvā skaidu noņemšanas rievu raksts darbojas kopā, lai panāktu vienmērīgu griešanu, izcilu virsmas apdari un ilgu instrumenta kalpošanas laiku. Tā ir īpaši izstrādāta tādiem lietojumiem kā veidnes, automobiļu detaļas utt., kur nepieciešami augstas precizitātes iekšējie stūri un augstas efektivitātes pusapstrādes un apdares procesi.
Svarīgi atribūti
| Produkta nosaukums | Alumīnija DLC iekšējā R frēze | Zīmols | MSK |
| Preces numurs | MSKDT-130 | Pārklājums | DLC pārklājums |
| Piemērojamais darbgalds | Frēzmašīna | Apstrādes diapazons | 55°–58° |
| Piemērojamie materiāli | Alumīnija sakausējumi, vara sakausējumi utt. | Piemērojamais aprīkojums | CNC apstrādes centri, gravēšanas mašīnas, precīzā gravēšana mašīnas un citas ātrgaitas mašīnas. |
| Modeļa Nr. | MSKDT-130 |
| Pieteikums | Alumīnijs |
| Pielāgots atbalsts | OEM |
| Iepakošana | Plastmasas kaste |
| Izcelsmes vieta | Ķīna |
| Piemērots | Metāls |
| Precizitāte | Augsta precizitāte |
| Virsmas apdare | DIc |
| Piemērojamais aprīkojums | CNC apstrādes centri, gravēšanas mašīnas |
| Transporta pakete | Plastmasas kaste |
| Preču zīme | MSK |
| HS kods | 8207400000 |
| Flautas numurs | 4T |
| Produkta nosaukums | DLC iekšējā R gala frēzēšanas mašīna |
| M0Q | 10 gab. |
| Garantija | 3 mēneši |
| Atslēgvārdi | Iekšējā R instrumenta stūru noapaļošanas gala frēzēšanas mašīna |
| HRC | 55 |
| Lietojumprogrammas vide | Metāls |
| Piegādes laiks | 7–15 dienas |
| Sūtījums | DHL.TNT.UPS.FedEx.EMS.SfExpress |
| Specifikācija | 4–20 mm |
| Izcelsme | Tianjin Ķīna |
| Ražošanas jauda | 500 nedēļā |
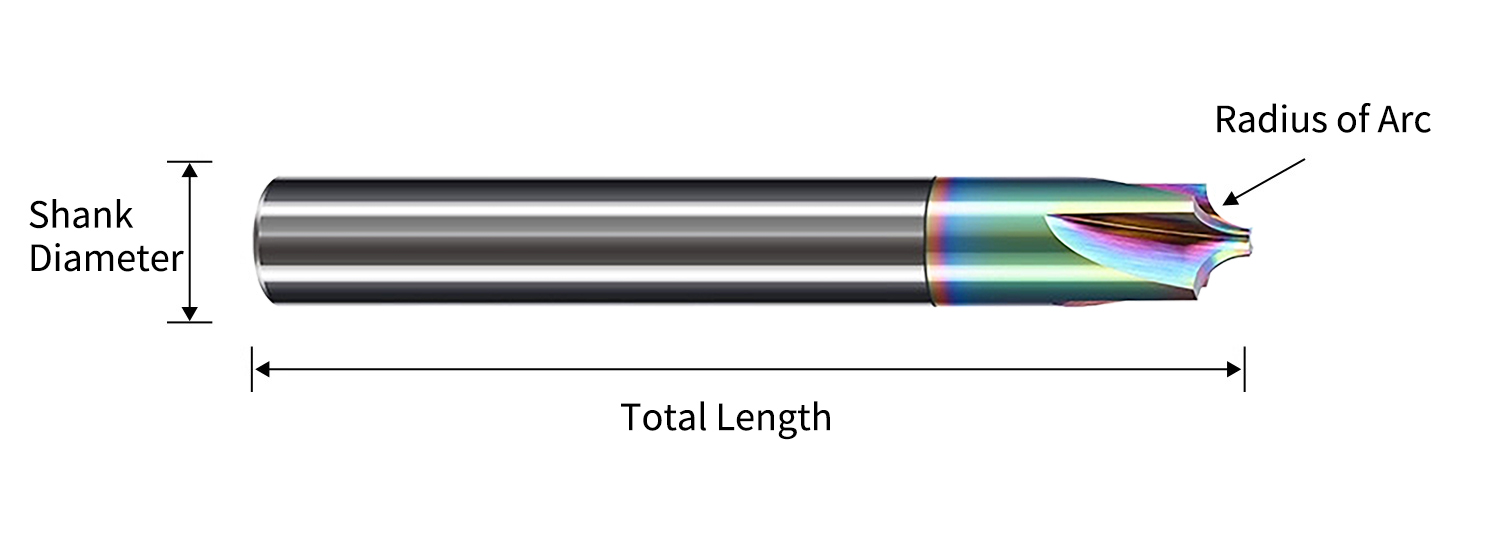
| Flautas diametrs | Leņķis | Kopējais garums | Flautas |
| D4 | R0.2 | 50 litri | 4T |
| D4 | R0.3 | 50 litri | 4T |
| D4 | R0.4 | 50 litri | 4T |
| D4 | R0,5 | 50 litri | 4T |
| D4 | R0,75 | 50 litri | 4T |
| D4 | R1.5 | 50 litri | 4T |
| D6 | R1.5 | 50 litri | 4T |
| D6 | R2 | 50 litri | 4T |
| D6 | R2.5 | 50 litri | 4T |
| D8 | R3 | 60 litri | 4T |
| D8 | R3.5 | 60 litri | 4T |
| D10 | R4 | 60 litri | 4T |
| D12 | R5 | 60 litri | 4T |
| D14 | R6 | 60 litri | 4T |
| D16 | R7 | 75 litri | 4T |
| D20 | R8 | 100 litri | 4T |
Produkta funkcijas

Viengabala formēšana, bez atskabargām
Augsta apstrādes efektivitāte, lieliska sagataves virsmas apdare
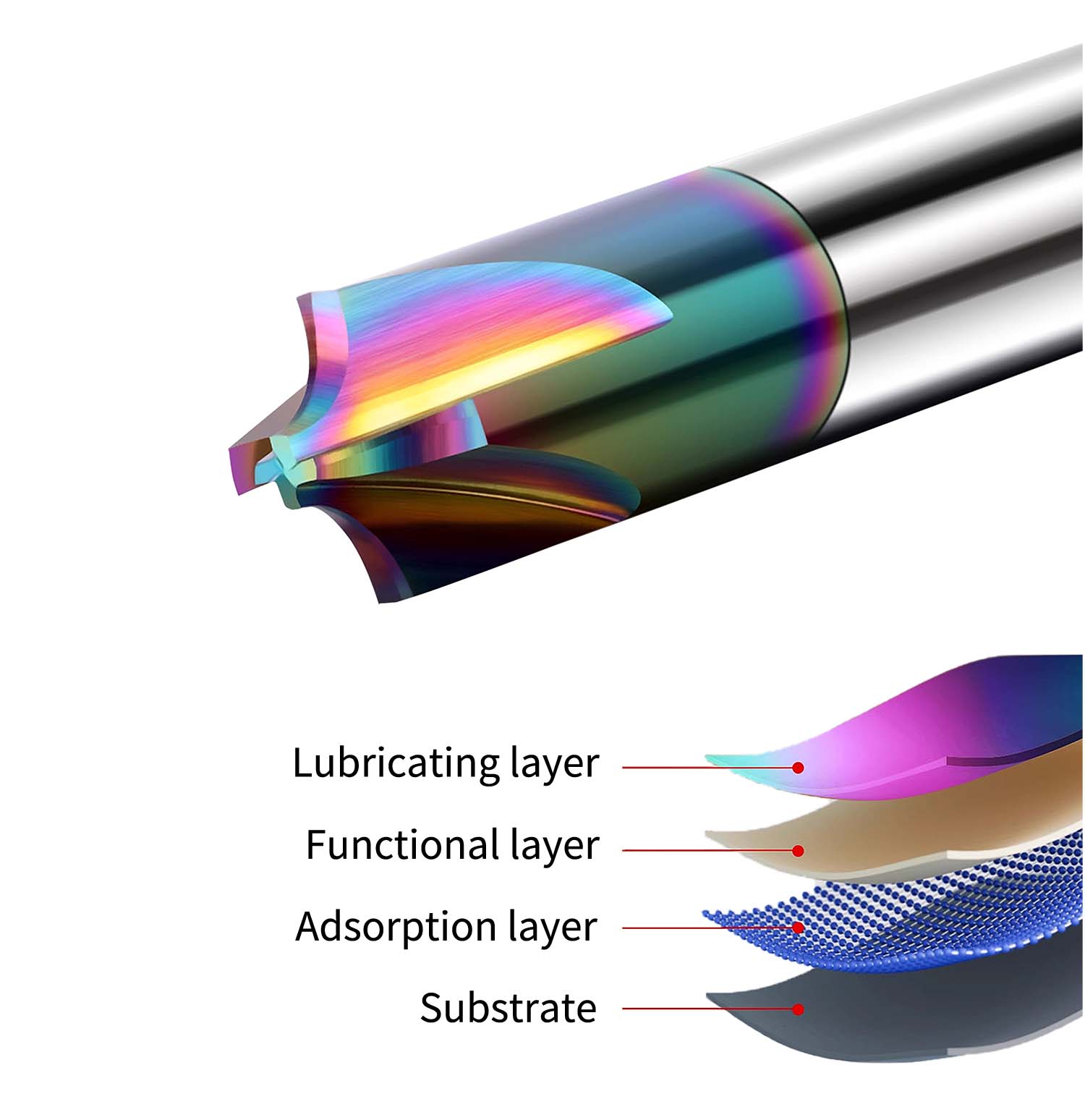
DLC pārklājums
Uzlabots pārklājums uzlabo nodilumizturību, nodrošinot asas griešanas malas bez šķembām ātras frēzēšanas laikā un izcilu izturību.
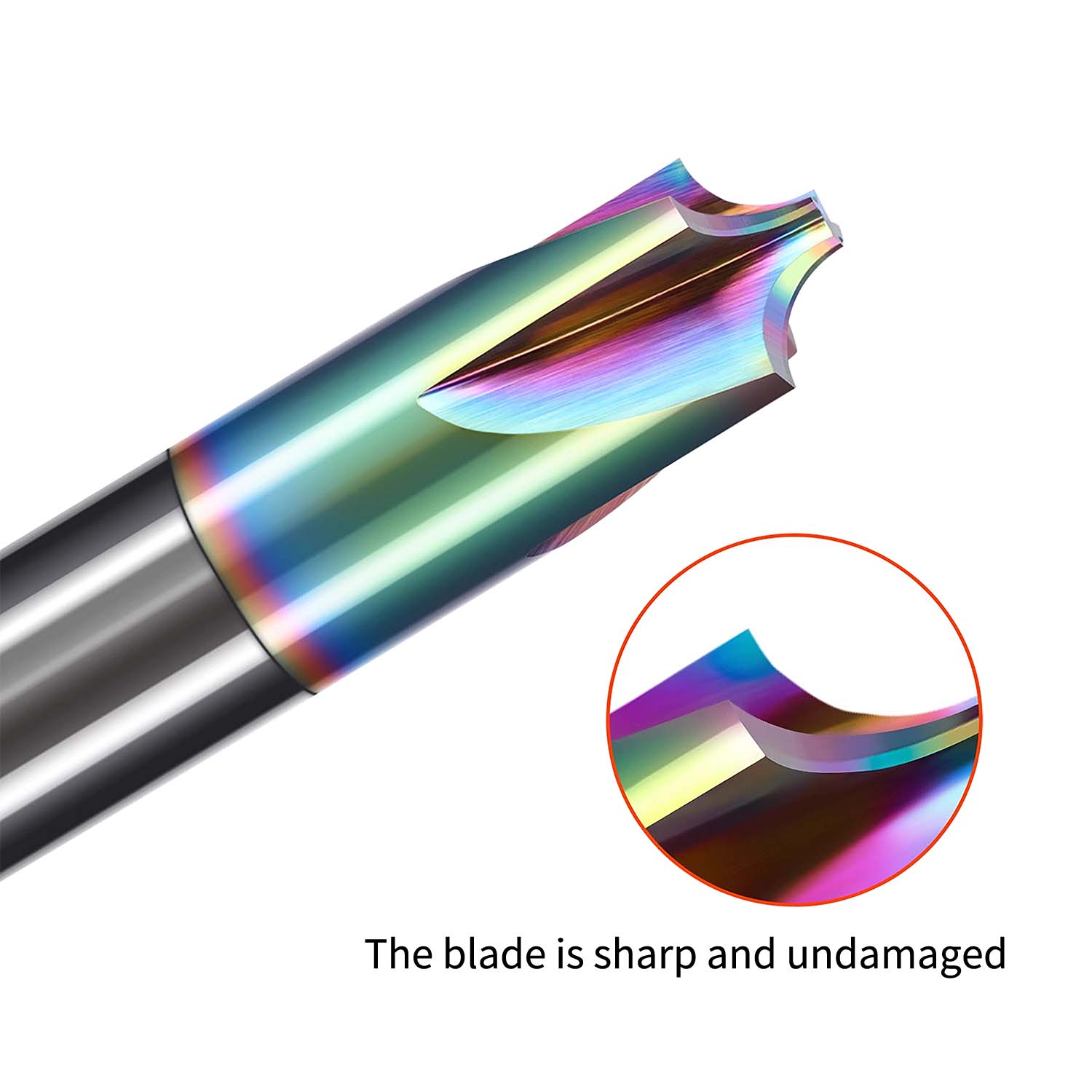
Jauna malu blāvināšanas procedūra
Augsti efektīva skaidu noņemšana, nepiedegoša griešana
Augsti efektīva skaidu noņemšana, nepiedegoša griešana

Priekšrocības
1. Izcila izturība un ārkārtīgi ilgs kalpošanas laiks
Augstākās kvalitātes substrāta un pārklājuma kombinācija:Izmantojot īpaši smalkgraudainu cieto sakausējumu kā pamatmateriālu, tas panāk perfektu augstas izturības un triecienizturības līdzsvaru. Apvienojumā ar uzlabotiem AlTiN vai DLC pārklājumiem tas piešķir griezējinstrumentam ārkārtīgi augstu virsmas cietību, lielisku termisko stabilitāti un izcilu nodilumizturību. Tas efektīvi novērš pusmēness formas rievu nodilumu un termiskās plaisas ātrgaitas apstrādes laikā, ievērojami pagarinot griezējinstrumenta kalpošanas laiku.
Inovatīva malu apstrādes tehnoloģija:Pateicoties precīzai noapaļošanas (blaugznošanas) apstrādei, mikroskopiskie defekti, kas rodas malu slīpēšanas laikā, tiek pilnībā novērsti, radot gludu un vienmērīgu griešanas malu. Tas ne tikai ievērojami samazina šķembu veidošanās risku, bet arī vienmērīgi sadala griešanas spriegumu, būtiski uzlabojot instrumenta uzticamību un izturību.
2. Īpaši augsta apstrādes precizitāte un lieliska virsmas kvalitāte
Precīzas ražošanas garantija:Griešanas instrumenti tiek pakļauti augstas precizitātes slīpēšanai, stingri kontrolējot pielaides, nodrošinot nemainīgus un precīzus iekšējos R leņķus. Tas nodrošina uzticamu atkārtošanās precizitāti masveida ražošanā un atbilst precīzas detaļu apstrādes prasībām.
Optimizēts ģeometriskais dizains:Unikālais četru malu dizains un pielāgotais spirālveida leņķis nodrošina gludumu un zemu vibrāciju apstrādes laikā, tieši panākot "izcilu sagataves virsmas apdari" un "integrālu formēšanu bez urbumiem", kā arī samazinot turpmākos apstrādes procesus.
Asa griešanas mala un stabila griešana: Asā griešanas mala apvienojumā ar uzlaboto malu apstrādi nodrošina tīru un efektīvu griešanu, vienlaikus efektīvi novēršot atgrambu veidošanos, nodrošinot apstrādātās sagataves skaidru kontūru un precīzus izmērus.
3. Lieliska apstrādes efektivitāte un stabilitāte
Ātrgaitas apstrādes (HSM) optimizācijai:Uzlabotas instrumentu ģeometrijas ir īpaši izstrādātas efektīvām frēzēšanas stratēģijām, kas ļauj sasniegt lielāku vārpstas ātrumu un padeves ātrumu, tādējādi panākot augstu apstrādes efektivitāti.
Izcila skaidu noņemšanas un pretlipšanas asmens veiktspēja:Optimizētā skaidu aiztures rievas konstrukcija nodrošina lielāku skaidu aiztures telpu apvienojumā ar precīziem spirālveida leņķiem, panākot vienmērīgu un efektīvu skaidu noņemšanu un "nelipīga asmens" efektu. Tas novērš asmens pārkaršanu, nodilumu vai nejaušus bojājumus, ko izraisa skaidu aizsprostojums, nodrošinot ilgstošas nepārtrauktas apstrādes stabilitāti un drošību.
4. Plaša piemērojamība un uzticamība
Plaši piemērojams:Īpaši piemērots iekšējo noapaļoto stūru (pārejas loku) pusapstrādei un apdarei veidnēs, štancēšanas matricās, automobiļu detaļās un vispārējās inženiertehniskajās sastāvdaļās ar augstām prasībām.
Spēcīga pielāgošanās spēja darba apstākļiem:Izturīgā konstrukcija padara to mazāk pakļautu lūzumiem. Izturīgais pārklājums apvienojumā ar pamatmateriālu var tikt galā ar dažādiem izaicinājumiem, tostarp grūti apstrādājamiem materiāliem. Tas var saglabāt stabilu veiktspēju pat skarbos apstrādes apstākļos, padarot to par ideālu instrumentu ražošanas uzticamības uzlabošanai.
Kāpēc izvēlēties mūs

Rūpnīcas profils






Bieži uzdotie jautājumi
1. jautājums. Kādi ir šī augstas veiktspējas iekšējā R profila frēzes galvenie tehniskie aspekti?
A: Šis instruments apvieno trīs galvenās tehnoloģijas: 1) īpaši smalkgraudainu cieto sakausējumu substrātu un uzlabotu AlTiN/DLC pārklājumu, kas nodrošina maksimālu cietību, karstumizturību un nodilumizturību; 2) optimizētu četru malu dizainu un spirālveida leņķi, kas panāk zemu vibrāciju, zemu griešanas spēku un lielisku skaidu noņemšanu; 3) pilnas malas precīzu slīpēšanu un pasivācijas apstrādi, kas nodrošina nemainīgu R profila precizitāti, gludas un vienmērīgas griešanas malas, efektīvi samazinot malu lūzumus un atgrambiņas, un ir optimizēts ātrgaitas apstrādes (HSM) stratēģijām.
2. jautājums. Kā griezējinstrumentu "viengabala formēšana" un "precīza slīpēšana" ietekmē apstrādes rezultātus?
A: "Viengabala formēšanas" process nodrošina instrumenta konstrukcijas kopējo izturību un stingrību, samazinot vibrācijas to avotā. "Precīzā slīpēšana" nodrošina, ka katra instrumenta iekšējais R leņķa izmērs, malas forma un kontūras precizitāte tiek stingri kontrolēta ārkārtīgi mazu pielaides robežās. Tas nozīmē, ka partijas apstrādē var sasniegt ārkārtīgi augstu atkārtojamības precizitāti un konsekvenci, panākot stabilu viengabala formēšanas efektu un gludu virsmas kvalitāti bez atskarpēm.
3. jautājums. Kā izvēlēties AlTiN pārklājumu un DLC pārklājumu? Un kādiem scenārijiem tie attiecīgi ir piemēroti?
A:AlTiN pārklājums: Tam ir ārkārtīgi augsta cietība un izcila stabilitāte augstā temperatūrā. Tas izcili labi darbojas ātrgaitas un augstas temperatūras griešanas apstākļos un ir īpaši piemērots tādu materiālu apstrādei kā tērauds, čuguns, nerūsējošais tērauds un augstas temperatūras sakausējumi. Tā ir ārkārtīgi daudzpusīga izvēle.
DLC pārklājums (dimantam līdzīgs oglekļa pārklājums): virsmas berzes koeficients ir ārkārtīgi zems, un tam ir ārkārtīgi spēcīga nodilumizturība un pretadhēzijas īpašības. Tas ir īpaši piemērots tādu materiālu apstrādei kā alumīnija sakausējumi, grafīts, kompozītmateriāli un viskozi materiāli, efektīvi novēršot skaidu veidošanos un panākot izcilu virsmas apdari. To var izvēlēties, pamatojoties uz apstrādājamā materiāla īpašībām.
4. jautājums. Kā tiek panākta instrumenta "efektīvā skaidu noņemšana" un "zema griešanas spēka" konstrukcija?
A: Tas ir saistīts ar mūsu šķidruma dinamikai optimizēto rievas formu un specifisko spirālveida leņķa dizainu. Šī kombinācija var:
Paplašiniet skaidu aiztures vietu, lai atvieglotu skaidu saritināšanos un izmešanu.
Virziet skaidas, lai tās vienmērīgi izietu no apstrādes zonas, izvairoties no sapīšanās un sekundāras griešanas.
Samazina berzi starp griezējinstrumentu un sagatavi, kā arī skaidām, tādējādi ievērojami samazinot griešanas spēku un griešanas siltumu. Galu galā panāk vienmērīgāku griešanas procesu, augstāku apstrādes efektivitāti un aizsargā griezējinstrumentu un darbgalda vārpstu.
5. jautājums. Kurās nozarēs un lietojumos šo rīku ir visizdevīgāk izmantot?
A: Šis instruments ir ideāla izvēle tādām jomām kā veidņu ražošana (piemēram, dobumu, elektrodu), automobiļu detaļu (piemēram, dzinēja detaļu, šasijas detaļu) un vispārējo mašīnbūves detaļu ražošana. Tas ir īpaši piemērots situācijām, kurās nepieciešami augstas precizitātes iekšējie stūri, pārejas virsmas, dobumu pusapstrāde un apdare. Projektēšanas mērķis ir nodrošināt izcilu virsmas kvalitāti un izmēru precizitāti, vienlaikus maksimāli palielinot apstrādes efektivitāti un instrumenta kalpošanas laiku.






