Héichhärte 4-Flöt-Pinnfräser mat bannenzegem R-Eckradius fir Präzisiounsbearbechtung







Dës héichperformant CNC-Fräsmaschinn mat engem internem R-Profil ass mat enger ultra-feinkorniger Hartlegierungsbasis an enger fortgeschrattener AlTiN/DLC-Beschichtung ausgestatt, wat eng exzellent Häert an thermesch Stabilitéit garantéiert. Säin optiméierten Véierkantendesign, seng präzis poléiert Schneidkanten an dat effizient Spanentfernungs-Nutenmuster schaffen zesummen fir e glaten Schnëtt, eng exzellent Uewerflächenqualitéit an eng laang Liewensdauer ze erreechen. Si ass speziell fir Uwendungen ewéi Formen, Autosdeeler etc. entwéckelt, déi héichpräzis bannenzeg Ecken a héicheffizient Hallef- a Finishprozesser erfuerderen.
Wichteg Attributer
| Produktnumm | Aluminium DLC Intern R Fräsmaschinn | Mark | MSK |
| Artikelnummer | MSKDT-130 | Beschichtung | DLC-Beschichtung |
| Uwendbar Maschinneninstrumenter | Fräsmaschinn | Bearbechtungsberäich | 55°-58° |
| Uwendbar Materialien | Aluminiumlegierungen, Kupferlegierungen, etc. | Uwendbar Ausrüstung | CNC-Bearbeitungszentren, Gravurmaschinnen, Präzisiounsgravur Maschinnen, an aner Héichgeschwindegkeetsmaschinnen. |
| Modell Nr. | MSKDT-130 |
| Applikatioun | Aluminium |
| Personaliséiert Ënnerstëtzung | OEM |
| Verpackung | Plastikkëscht |
| Ursprungsplaz | China |
| Gëeegent fir | Metall |
| Präzisioun | Héich Präzisioun |
| Uewerflächenfinish | DIc |
| Uwendbar Ausrüstung | CNC-Bearbeitungszentren, Gravurmaschinnen |
| Transportpaket | Plastikkëscht |
| Mark | MSK |
| HS-Code | 8207400000 |
| Flütt Nummer | 4T |
| Produktnumm | Dlc Inner R Endfräs |
| M0Q | 10 Stéck |
| Garantie | 3 Méint |
| Schlësselwierder | Intern R-Tool Eckofronnung Ennfräs |
| HRC | 55 |
| Applikatiounsumgebung | Metall |
| Liwwerzäit | 7-15 Deeg |
| Liwwerung | DHL.TNT.UPS.FedEx. EMS.SfExpress |
| Spezifikatioun | 4-20mm |
| Urspronk | Tianjin China |
| Produktiounskapazitéit | 500 pro Woch |
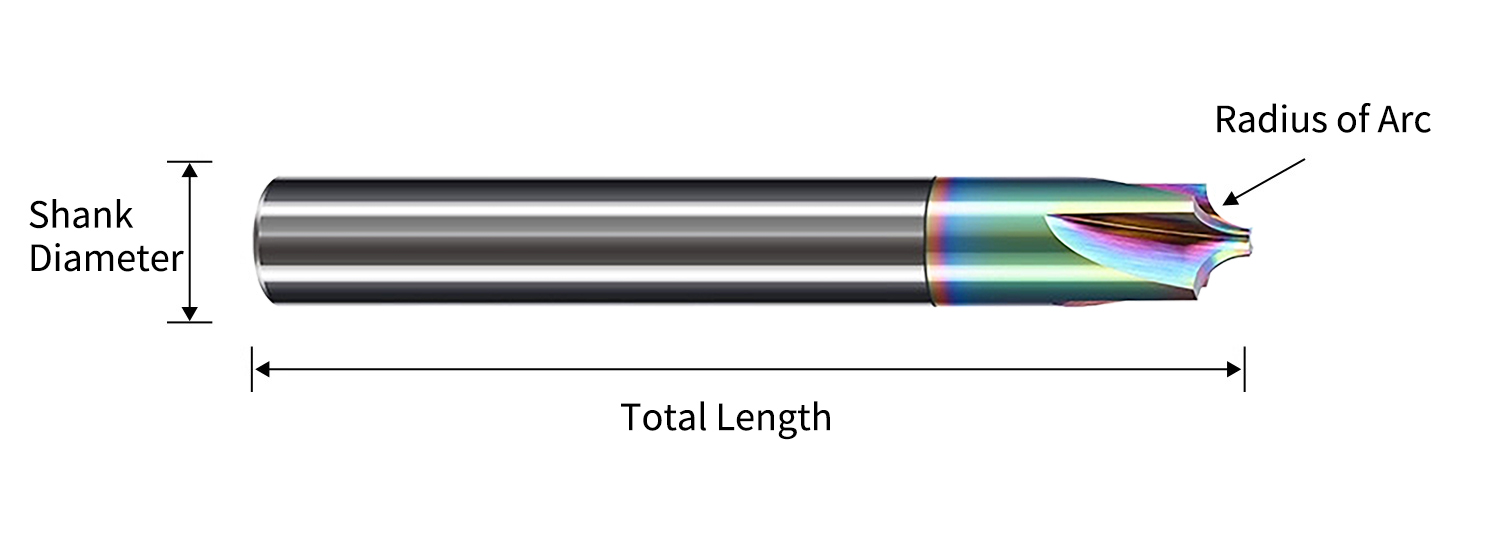
| Flüttduerchmiesser | Wénkel | Gesamtlängt | Flütten |
| D4 | R0.2 | 50 Liter | 4T |
| D4 | R0.3 | 50 Liter | 4T |
| D4 | R0.4 | 50 Liter | 4T |
| D4 | R0.5 | 50 Liter | 4T |
| D4 | 0,75 R | 50 Liter | 4T |
| D4 | 1,5 R | 50 Liter | 4T |
| D6 | 1,5 R | 50 Liter | 4T |
| D6 | R2 | 50 Liter | 4T |
| D6 | 2,5 R | 50 Liter | 4T |
| D8 | R3 | 60 Liter | 4T |
| D8 | 3,5 R | 60 Liter | 4T |
| D10 | R4 | 60 Liter | 4T |
| D12 | R5 | 60 Liter | 4T |
| D14 | R6 | 60 Liter | 4T |
| D16 | R7 | 75L | 4T |
| D20 | R8 | 100L | 4T |
Produktmerkmale

Eendeeleg Form, gratfräi
Héich Veraarbechtungseffizienz, exzellent Uewerflächenfinish vum Werkstéck
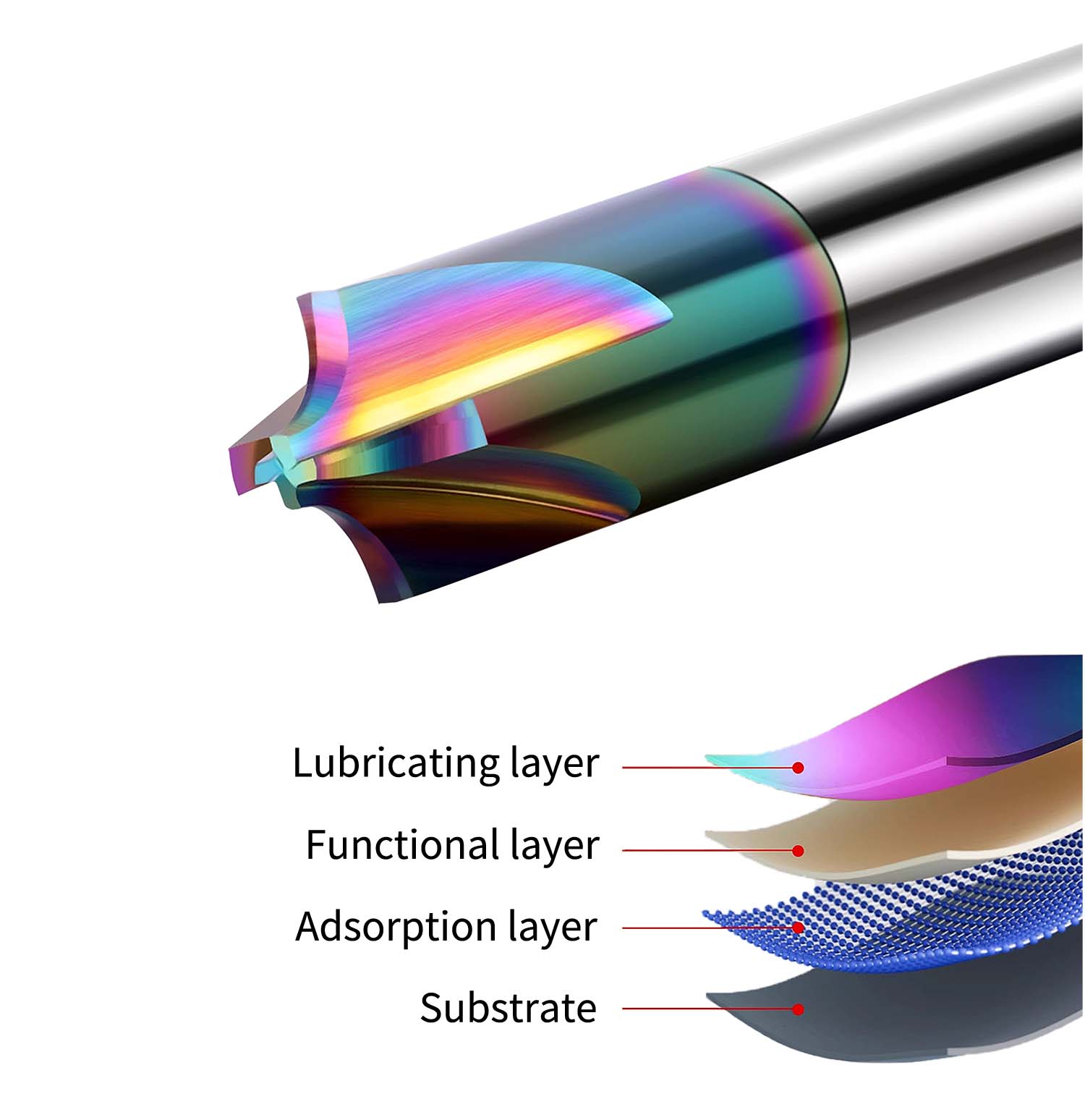
DLC-Beschichtung
Déi verbessert Beschichtung verbessert d'Verschleißbeständegkeet, garantéiert schaarf Schnëttkanten ouni Ofsplitteren beim schnelle Fräsen a bitt eng iwwerleeën Haltbarkeet.
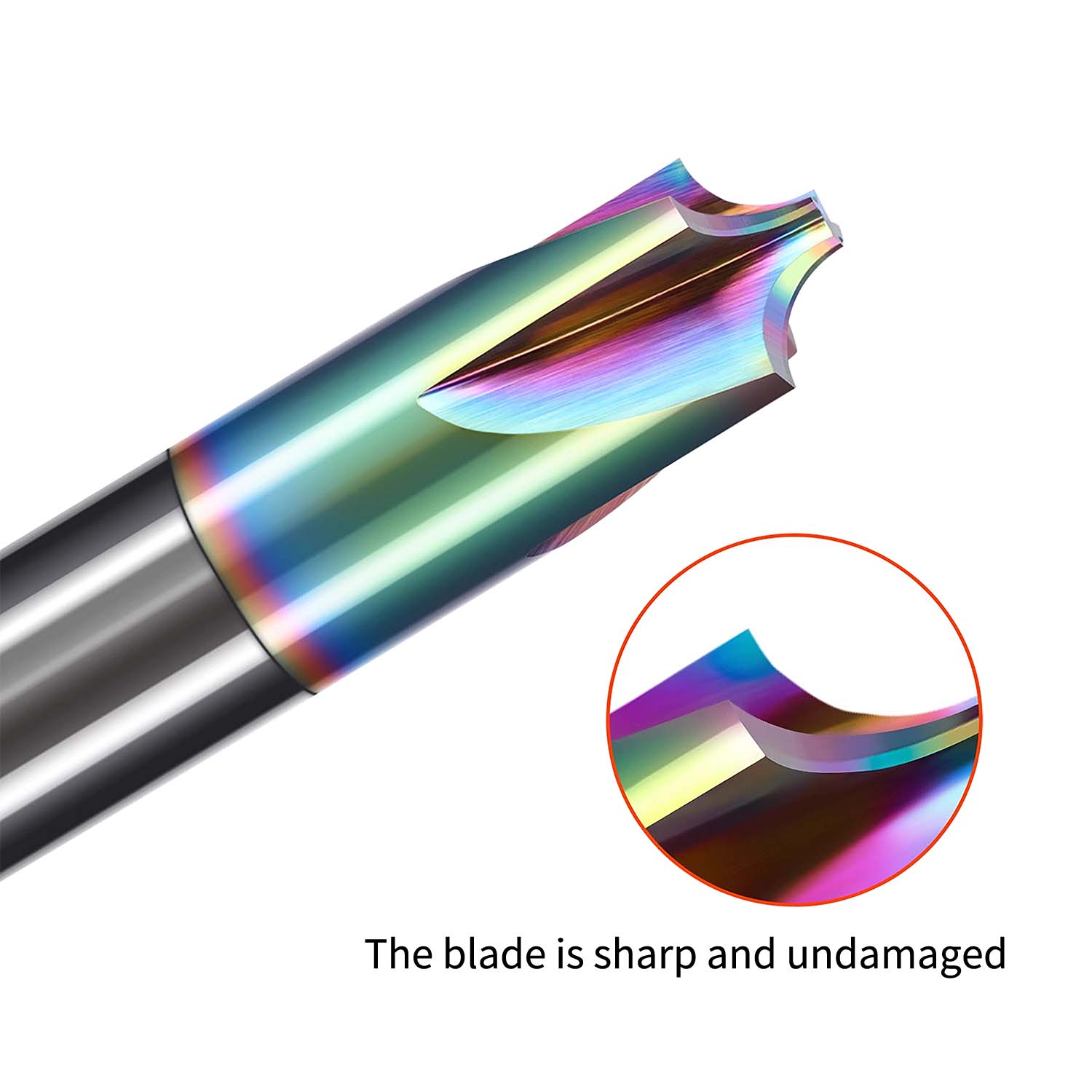
Nei Behandlung fir d'Kanten ofzeschwächen
Héich effizient Spanentfernung, Antihaftschneiden
Héich effizient Spanentfernung, Antihaftschneiden

Virdeeler
1. Aussergewéinlech Haltbarkeet an extrem laang Liewensdauer
Kombinatioun vu Substrat a Beschichtung vun héchster Qualitéit:Duerch d'Benotzung vun ultrafeinkornegen Hartlegierungen als Basismaterial erreecht et e perfekte Gläichgewiicht tëscht héijer Festigkeit a Schlagfestigkeit. Kombinéiert mat fortgeschrattenen AlTiN- oder DLC-Beschichtungen gëtt et dem Schnëttinstrument eng extrem héich Uewerflächenhäert, exzellent thermesch Stabilitéit an aussergewéinlech Verschleißbeständegkeet. Et verhënnert effektiv Hallefmoundnutenverschleiung a thermesch Rëss bei der Héichgeschwindegkeetsbearbechtung, wat d'Liewensdauer vum Schnëttinstrument däitlech verlängert.
Innovativ Technologie fir d'Kantebehandlung:Duerch präzis Ofstumpfung (Rondung) ginn mikroskopesch Defekter, déi duerch d'Kanteschleifen entstinn, komplett eliminéiert, wouduerch eng glat an gläichméisseg Schneidkant entsteet. Dëst reduzéiert net nëmmen de Risiko vum Ofsplitteren däitlech, mä verdeelt och d'Schnëttspannung gläichméisseg, wat d'Zouverlässegkeet an d'Haltbarkeet vum Tool fundamental verbessert.
2. Extrem héich Veraarbechtungsgenauegkeet an exzellent Uewerflächenqualitéit
Garantie fir präzis Produktioun:D'Schneidinstrumenter gi mat héijer Präzisioun geschliffen, mat strenger Kontroll vun den Toleranzen, wat konsequent an präzis intern R-Wénkelen garantéiert. Dëst erméiglecht eng zouverlässeg Widderhuelungsgenauegkeet an der Masseproduktioun a erfëllt d'Ufuerderunge fir d'Prezisiounsveraarbechtung vun Deeler.
Optiméiert geometrescht Design:Den eenzegaartegen Design mat véier Kanten an den personaliséierten Helixwénkel garantéieren d'Gläichméissegkeet an déi niddreg Vibratiounen während der Veraarbechtung, wouduerch direkt d'Effekter vun "exzellenter Uewerflächenqualitéit vum Werkstéck" an "integraler Formung ouni Graten" erreecht ginn, an déi spéider Bearbechtungsprozesser reduzéiert ginn.
Scharf Schneidkant a stabilt Schnëtt: Déi schaarf Schneidkant, kombinéiert mat der verbesserter Kantenbehandlung, erméiglecht e proppert an effizient Schnëtt, wärend d'Bildung vu Graten effektiv verhënnert gëtt, wouduerch déi kloer Kontur an déi präzis Dimensioune vum veraarbechte Werkstéck garantéiert ginn.
3. Excellent Veraarbechtungseffizienz a Stabilitéit
Fir d'Optimiséierung vun der Héichgeschwindegkeetsbearbechtung (HSM):Fortgeschratt Werkzeuggeometrien sinn speziell fir effizient Frässtrategien entwéckelt, wat méi héich Spindelgeschwindegkeeten a Zufuhrgeschwindegkeeten erméiglecht an doduerch eng héich Veraarbechtungseffizienz erreecht.
Aussergewéinlech Spanentfernung a Antihaftleistung vun der Klingen:Den optiméierten Design vun der Spanenhalterrill bitt e gréissere Spanenhalteraum, kombinéiert mat präzisen spiralfërmegen Wénkelen, wat eng reibungslos an effizient Spanentfernung an den "Net-haftende Klingen"-Effekt erméiglecht. Dëst vermeit Iwwerhëtzung vun der Klingen, Verschleiung oder zoufälleg Schied duerch Spanblockade, wat d'Stabilitéit a Sécherheet vun der laangfristeger kontinuéierlecher Veraarbechtung garantéiert.
4. Breet Uwendungsfäegkeet a Zouverlässegkeet
Breet uwendbar:Besonnesch gëeegent fir d'Halbveraarbechtung an d'Veraarbechtung vun bannenzegen ofgerundeten Ecken (Iwwergangsbéi) a Formen, Prägungsformen, Autodeeler an allgemengen Ingenieurskomponenten mat héijen Ufuerderungen.
Staark Adaptatiounsfäegkeet un d'Aarbechtsbedingungen:Den robusten Design mécht et manner ufälleg fir Broch. Déi staark Beschichtung a Kombinatioun mam Basismaterial kann verschidden Erausfuerderungen packen, dorënner schwéier ze veraarbechte Materialien. Et kann och ënner haarde Veraarbechtungsbedingungen eng stabil Leeschtung behalen, wat et zu engem idealen Tool mécht fir d'Produktiounszouverlässegkeet ze verbesseren.
Firwat eis wielen

Fabrécksprofil






FAQs
Q1. Wat sinn déi wichtegst technesch Highlights vun dëser héichperformanter interner R-Profilfräs?
A: Dëst Tool integréiert dräi Kärtechnologien: 1) Ultra-feinkornegt Hartlegierungssubstrat an eng fortgeschratt AlTiN/DLC-Beschichtung, déi ultimativ Häert, Hëtztbeständegkeet a Verschleißbeständegkeet suergt; 2) Optimiséierten Véierkanten-Design an spiralfërmegen Wénkel, wat niddreg Vibratiounen, niddreg Schnëttkraaft an exzellent Spanentfernung erreecht; 3) Vollkantpräzisiounsschleifen a Passivéierungsbehandlung, déi eng konsequent R-Profilgenauegkeet, glat an gläichméisseg Schnëttkanten garantéieren, effektiv Kantebréch a Graten reduzéieren, an optiméiert fir High-Speed-Bearbechtungsstrategien (HSM).
Q2. Wéi beaflossen d'"Eenheetsformung" an d'"Prezisiounsschleifen" vun de Schnëttinstrumenter d'Veraarbechtungsresultater?
A: De Prozess vun der "Eenheetsformung" garantéiert déi allgemeng Stäerkt a Steifheet vun der Werkzeugstruktur a reduzéiert d'Vibratiounen un hirer Quell. Dat "präzist Schleifen" garantéiert, datt d'Gréisst vum internen R-Wénkel, d'Kanteform an d'Konturgenauegkeet vun all Werkzeug strikt mat extrem klenge Toleranzen kontrolléiert ginn. Dëst bedeit, datt Dir bei der Batchveraarbechtung eng extrem héich Widderhuelbarkeetsgenauegkeet a Konsistenz erreeche kënnt, wat zu engem stabile Eenheetsformungseffekt an enger glatter Uewerflächenqualitéit ouni Graten féiert.
Q3. Wéi sollen d'AlTiN-Beschichtung an d'DLC-Beschichtung ausgewielt ginn? A fir wéi eng Szenarie si se jeeweileg uwendbar?
A: AlTiN-Beschichtung: Si huet eng extrem héich Häert an eng aussergewéinlech Héichtemperaturstabilitéit. Si leeschtet aussergewéinlech gutt bei Schnëttbedingungen mat héijer Geschwindegkeet an héijer Temperatur a ass besonnesch gëeegent fir d'Veraarbechtung vu Materialien wéi Stol, Goss, Edelstol an Héichtemperaturlegierungen. Et ass eng extrem villfälteg Wiel.
DLC-Beschichtung (Diamant-ähnlech Kuelestoffbeschichtung): De Reibungskoeffizient vun der Uewerfläch ass extrem niddreg, an et huet extrem staark Verschleißbeständegkeet an Antihaftungseigenschaften. Et ass besonnesch gëeegent fir d'Veraarbechtung vu Metaller (wéi Aluminiumlegierungen), Graphit, Kompositmaterialien a viskos Materialien, wouduerch d'Spannbildung effektiv verhënnert gëtt an eng exzellent Uewerflächenfinish erreecht gëtt. Dir kënnt et op Basis vun den Eegeschafte vum Material wielen, dat veraarbecht soll ginn.
Q4. Wéi gëtt den "effiziente Spanentfernung" an den "niddrege Schnëttkraaft"-Design vum Tool erreecht?
A: Dëst gëtt op eis Fluiddynamik-optimiséiert Nutform an den spezifeschen Helixwénkeldesign zréckgefouert. Dës Kombinatioun kann:
Erweidert de Spanspäicherraum, fir d'Krullen an d'Ausstouss vun de Spanen ze erliichteren.
Féiert d'Spänen, sou datt se reibungslos aus dem Veraarbechtungsberäich erauskommen, fir Verschränkung a sekundärt Schnëtt ze vermeiden.
Reduzéiert d'Reibung tëscht dem Schnëttwierkszeug an dem Werkstéck souwéi d'Spänen, wouduerch d'Schnëttkraaft an d'Schnëtthëtzt däitlech reduzéiert ginn. Schlussendlech erreecht een e méi rouege Schnëttprozess, eng méi héich Veraarbechtungseffizienz a schützt d'Schnëttwierkszeug an d'Maschinnspindel.
Q5. A wéi enge Branchen an Uwendungen ass dëst Tool am virdeelhaftsten ze benotzen?
A: Dëst Tool ass eng ideal Wiel fir Beräicher wéi Formfabrikatioun (z.B. Kavitéiten, Elektroden), Automobilkomponenten (z.B. Motordeeler, Chassisdeeler) an allgemeng Maschinnebaudeeler. Et ass besonnesch gëeegent fir Situatiounen, déi héichpräzis bannenzeg Ecken, Iwwergangsflächen, Hallefbearbechtung a Veraarbechtung vu Kavitéiten erfuerderen. D'Zil vum Design ass et, eng exzellent Uewerflächenqualitéit a Dimensiounsgenauegkeet ze garantéieren, wärend d'Veraarbechtungseffizienz an d'Liewensdauer vum Tool maximéiert ginn.






