მაღალი სიმტკიცის, 4-ღარიანი შიდა R რადიუსის კუთხის ბოლოთი ფრეზები ზუსტი დამუშავებისთვის







ეს მაღალი ხარისხის CNC შიდა R-პროფილიანი საჭრელი აღჭურვილია ულტრაწვრილმარცვლოვანი მყარი შენადნობის ბაზით და გაუმჯობესებული AlTiN/DLC საფარით, რაც უზრუნველყოფს შესანიშნავ სიმტკიცეს და თერმულ სტაბილურობას. მისი ოპტიმიზებული ოთხკიდიანი დიზაინი, ზუსტად გაპრიალებული საჭრელი კიდეები და ეფექტური ნაპრალების მოსაშორებელი ღარის ნიმუში ერთად მუშაობს გლუვი ჭრის, შესანიშნავი ზედაპირის დამუშავებისა და ხელსაწყოს ხანგრძლივი მუშაობისთვის. ის სპეციალურად შექმნილია ისეთი აპლიკაციებისთვის, როგორიცაა ყალიბები, საავტომობილო ნაწილები და ა.შ., რომლებიც საჭიროებენ მაღალი სიზუსტის შიდა კუთხეებს და მაღალეფექტურ ნახევრად დამუშავებისა და დამუშავების პროცესებს.
მნიშვნელოვანი ატრიბუტები
| პროდუქტის დასახელება | ალუმინის DLC შიდა R ფრეზი | ბრენდი | MSK |
| ნივთის ნომერი | MSKDT-130 | საფარი | DLC საფარი |
| შესაბამისი ჩარხ-ინსტრუმენტი | საღარავი მანქანა | დამუშავების დიაპაზონი | 55°-58° |
| შესაბამისი მასალები | ალუმინის შენადნობები, სპილენძის შენადნობები და ა.შ. | შესაბამისი აღჭურვილობა | CNC დამუშავების ცენტრები, გრავირების მანქანები, ზუსტი გრავირება მანქანები და სხვა მაღალსიჩქარიანი მანქანები. |
| მოდელის ნომერი | MSKDT-130 |
| აპლიკაცია | ალუმინი |
| პერსონალიზებული მხარდაჭერა | ორიგინალი მწარმოებლის |
| შეფუთვა | პლასტმასის ყუთი |
| წარმოშობის ადგილი | ჩინეთი |
| შესაფერისია | ლითონი |
| სიზუსტე | მაღალი სიზუსტე |
| ზედაპირის დასრულება | დიკ |
| შესაბამისი აღჭურვილობა | CNC დამუშავების ცენტრები, გრავირების მანქანები |
| ტრანსპორტირების პაკეტი | პლასტმასის ყუთი |
| სავაჭრო ნიშანი | MSK |
| HS კოდი | 8207400000 |
| ფლეიტის ნომერი | 4T |
| პროდუქტის დასახელება | Dlc შიდა R ბოლო საჭრელი |
| M0Q | 10 ცალი |
| გარანტია | 3 თვე |
| საკვანძო სიტყვები | შიდა R ხელსაწყო კუთხის დამრგვალების ბოლო ფრეზი |
| ადამიანის უფლებათა ცენტრი | 55 |
| აპლიკაციის გარემო | ლითონი |
| მიწოდების დრო | 7-15 დღე |
| გადაზიდვა | DHL.TNT.UPS.FedEx. EMS.SfExpress |
| სპეციფიკაცია | 4-20 მმ |
| წარმოშობა | ტიანჯინი ჩინეთი |
| წარმოების მოცულობა | კვირაში 500 |
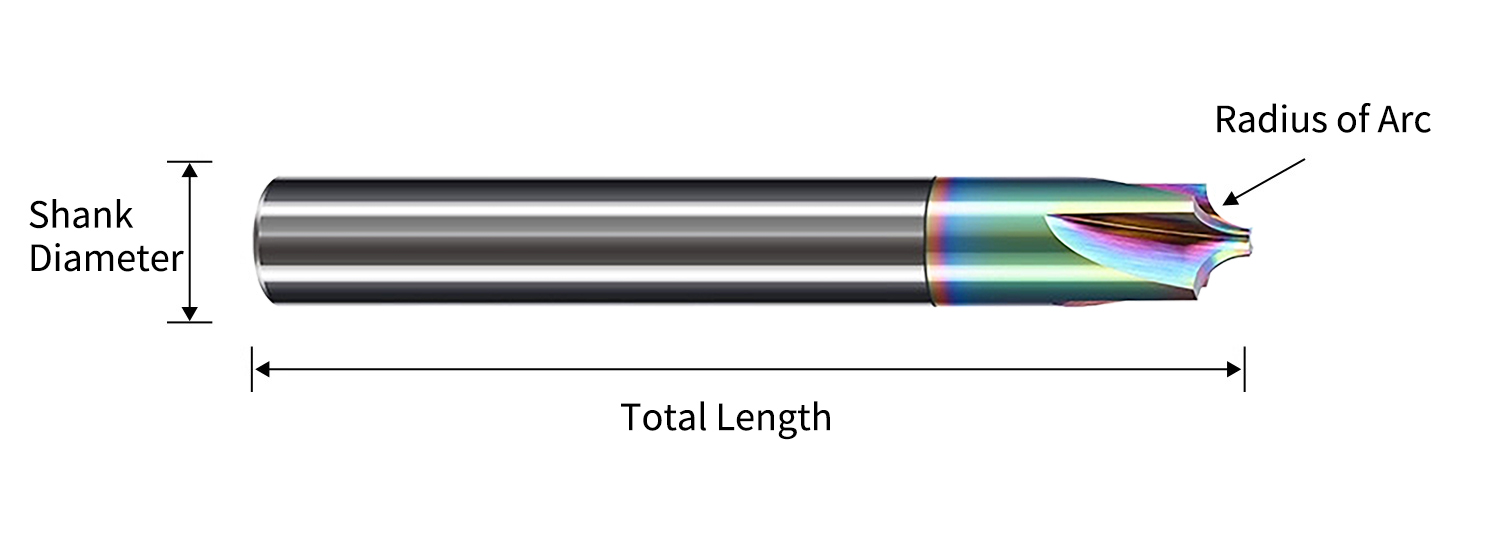
| ფლეიტის დიამეტრი | კუთხე | საერთო სიგრძე | ფლეიტები |
| D4 | R0.2 | 50 ლიტრი | 4T |
| D4 | R0.3 | 50 ლიტრი | 4T |
| D4 | R0.4 | 50 ლიტრი | 4T |
| D4 | R0.5 | 50 ლიტრი | 4T |
| D4 | R0.75 | 50 ლიტრი | 4T |
| D4 | 1.5 რუპია | 50 ლიტრი | 4T |
| D6 | 1.5 რუპია | 50 ლიტრი | 4T |
| D6 | R2 | 50 ლიტრი | 4T |
| D6 | R2.5 | 50 ლიტრი | 4T |
| D8 | R3 | 60 ლიტრი | 4T |
| D8 | R3.5 | 60 ლიტრი | 4T |
| D10 | R4 | 60 ლიტრი | 4T |
| D12 | R5 | 60 ლიტრი | 4T |
| D14 | R6 | 60 ლიტრი | 4T |
| D16 | R7 | 75 ლიტრი | 4T |
| D20 | R8 | 100 ლიტრი | 4T |
პროდუქტის მახასიათებლები

ერთიანი ჩამოსხმა, ბურუსების გარეშე
მაღალი დამუშავების ეფექტურობა, შესანიშნავი სამუშაო ზედაპირის დამუშავება
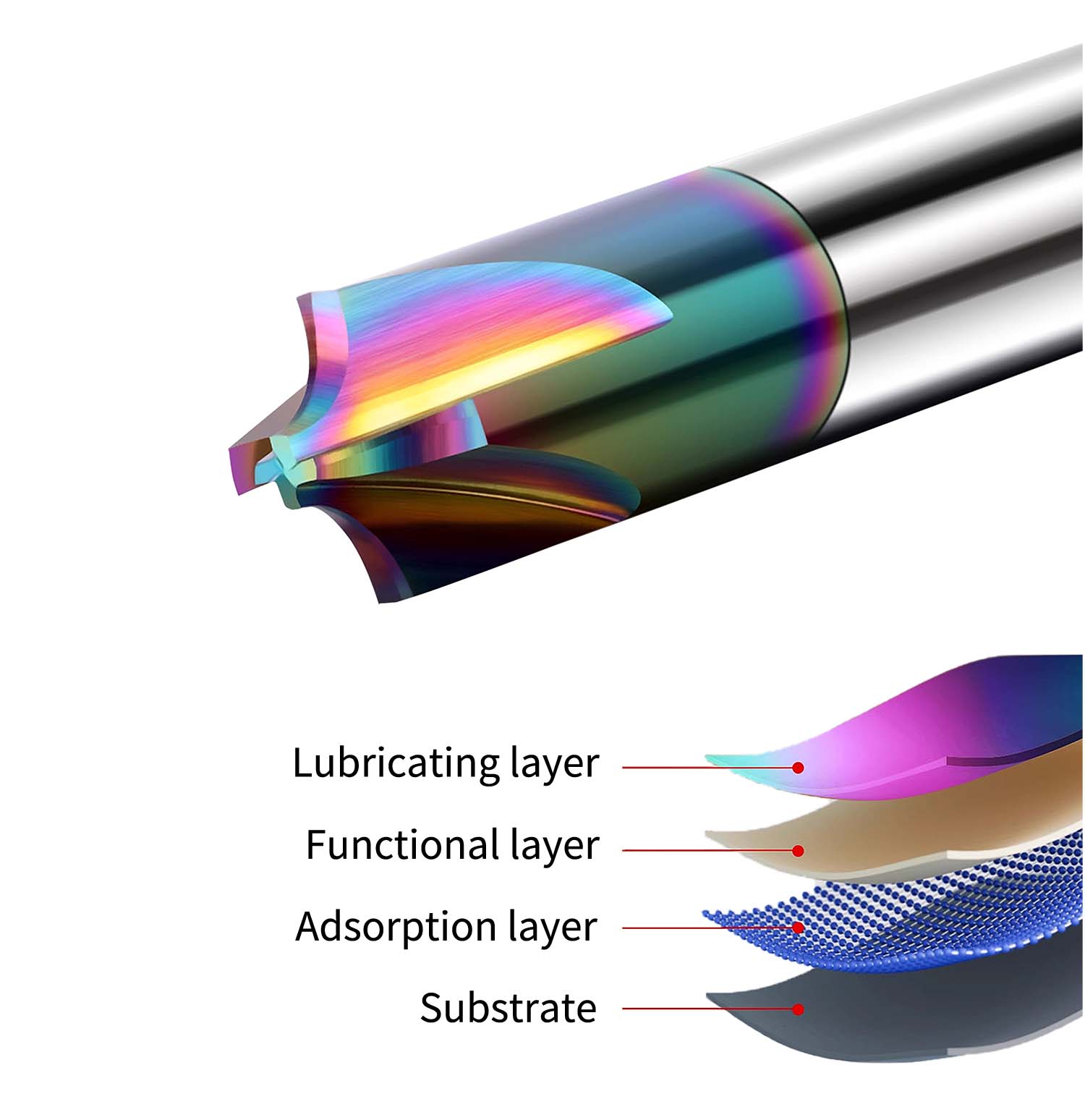
DLC საფარი
გაუმჯობესებული საფარი ზრდის ცვეთამედეგობას, უზრუნველყოფს ბასრ ჭრის კიდეებს სწრაფი დამუშავების დროს ნაპრალების გარეშე და უზრუნველყოფს უმაღლეს გამძლეობას.
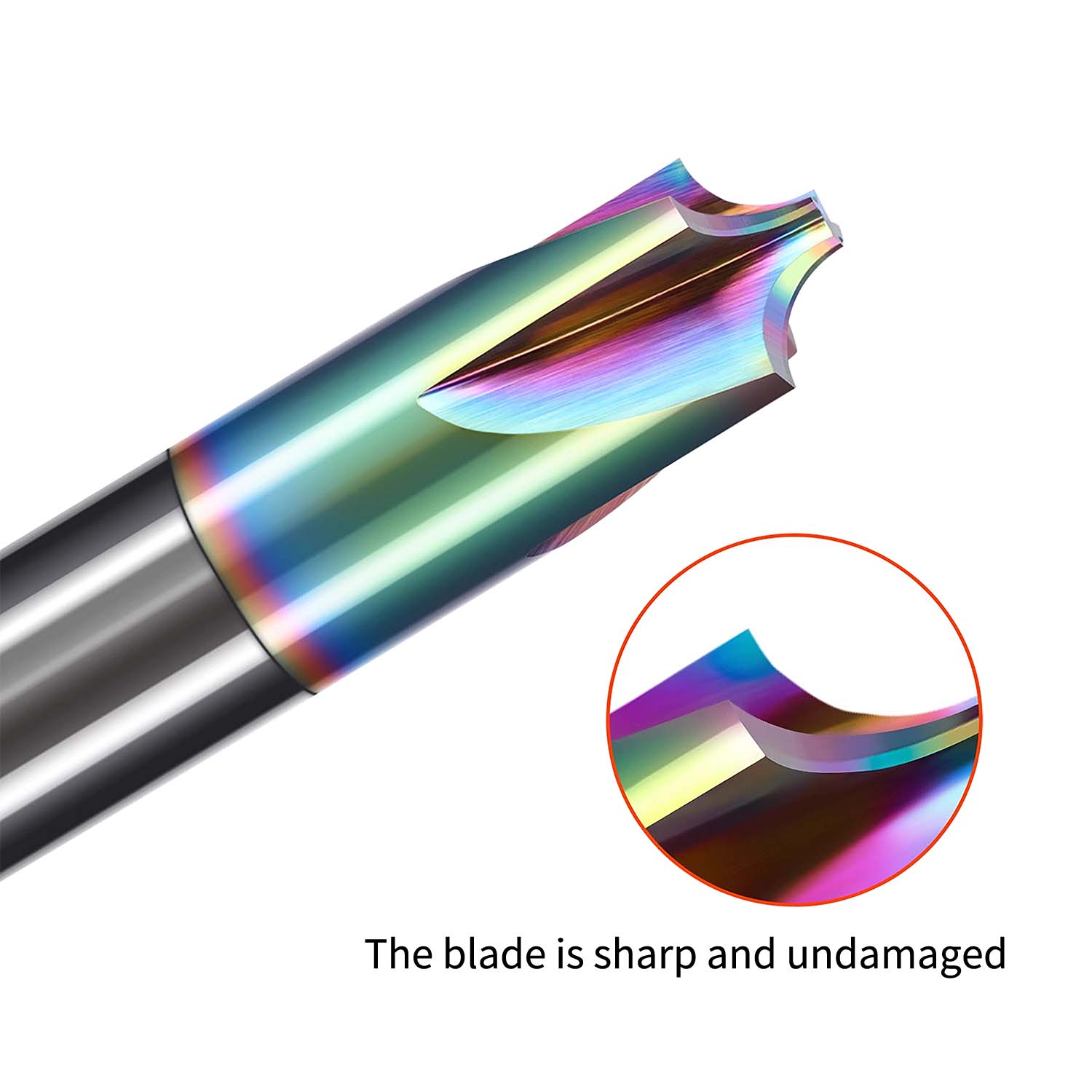
კიდების დაბინდვის ახალი საშუალება
მაღალეფექტური ნაპრალების მოცილება, არაწებოვანი ჭრა
მაღალეფექტური ნაპრალების მოცილება, არაწებოვანი ჭრა

უპირატესობები
1. გამორჩეული გამძლეობა და უკიდურესად ხანგრძლივი სიცოცხლის ხანგრძლივობა
უმაღლესი ხარისხის სუბსტრატისა და საფარის კომბინაცია:ულტრაწვრილმარცვლოვანი მყარი შენადნობის, როგორც ძირითადი მასალის გამოყენებით, ის აღწევს მაღალი სიმტკიცისა და დარტყმისადმი გამძლეობის იდეალურ ბალანსს. მოწინავე AlTiN ან DLC საფარებთან ერთად, ის საჭრელ ხელსაწყოს ანიჭებს უკიდურესად მაღალ ზედაპირულ სიმტკიცეს, შესანიშნავ თერმულ სტაბილურობას და გამორჩეულ ცვეთამედეგობას. ის ეფექტურად უშლის ხელს ნახევარმთვარისებრი ღარის ცვეთას და თერმულ ბზარებს მაღალსიჩქარიანი დამუშავების დროს, რაც მნიშვნელოვნად ახანგრძლივებს საჭრელი ხელსაწყოს მომსახურების ვადას.
კიდეების დამუშავების ინოვაციური ტექნოლოგია:ზუსტი დაბლაგვების (მომრგვალების) დამუშავების გზით, კიდის დაფქვის შედეგად წარმოქმნილი მიკროსკოპული დეფექტები მთლიანად აღმოიფხვრება, რაც ქმნის გლუვ და ერთგვაროვან საჭრელ კიდეს. ეს არა მხოლოდ მნიშვნელოვნად ამცირებს ნაპრალების რისკს, არამედ თანაბრად ანაწილებს ჭრის დატვირთვას, რაც ფუნდამენტურად ზრდის ხელსაწყოს საიმედოობას და გამძლეობას.
2. უკიდურესად მაღალი დამუშავების სიზუსტე და შესანიშნავი ზედაპირის ხარისხი
ზუსტი წარმოების გარანტია:საჭრელი ხელსაწყოები გადის მაღალი სიზუსტის დაფქვას, ტოლერანტობის მკაცრი კონტროლით, რაც უზრუნველყოფს შიდა R-კუთხეების თანმიმდევრულ და ზუსტ მიღებას. ეს უზრუნველყოფს მასობრივი წარმოებისას განმეორებითი სიზუსტის საიმედოობას და აკმაყოფილებს დეტალების ზუსტი დამუშავების მოთხოვნებს.
ოპტიმიზებული გეომეტრიული დიზაინი:უნიკალური ოთხკიდიანი დიზაინი და მორგებული სპირალური კუთხე უზრუნველყოფს სიგლუვეს და დაბალ ვიბრაციას დამუშავების დროს, რითაც პირდაპირ მიიღწევა „სამუშაო ნაწილის შესანიშნავი ზედაპირის დამუშავების“ და „ინტეგრალური ჩამოსხმის“ ეფექტები და მცირდება შემდგომი დამუშავების პროცესები.
ბასრი საჭრელი პირი და სტაბილური ჭრა: ბასრი საჭრელი პირი, კიდის გაუმჯობესებულ დამუშავებასთან ერთად, უზრუნველყოფს სუფთა და ეფექტურ ჭრას, ამავდროულად ეფექტურად უშლის ხელს ბურუსების წარმოქმნას, უზრუნველყოფს დამუშავებული სამუშაო ნაწილის მკაფიო კონტურს და ზუსტ ზომებს.
3. შესანიშნავი დამუშავების ეფექტურობა და სტაბილურობა
მაღალსიჩქარიანი დამუშავების (HSM) ოპტიმიზაციისთვის:ხელსაწყოების მოწინავე გეომეტრია სპეციალურად შექმნილია ეფექტური ფრეზირების სტრატეგიებისთვის, რაც საშუალებას იძლევა უფრო მაღალი იყოს შპინდელის სიჩქარე და მიწოდების სიჩქარე, რითაც მიიღწევა დამუშავების მაღალი ეფექტურობა.
ნაკაწრების მოცილების და დანის საწინააღმდეგო შესანიშნავი შესრულება:ოპტიმიზებული ნაპების შემაკავებელი ღარის დიზაინი უზრუნველყოფს ნაპების შემაკავებელ უფრო დიდ სივრცეს, ზუსტ სპირალურ კუთხეებთან ერთად, რაც უზრუნველყოფს ნაპების გლუვ და ეფექტურ მოცილებას და „არაწებოვანი პირის“ ეფექტს. ეს თავიდან აგაცილებთ პირის გადახურებას, ცვეთას ან ნაპების გაჭედვით გამოწვეულ შემთხვევით დაზიანებას, რაც უზრუნველყოფს ხანგრძლივი უწყვეტი დამუშავების სტაბილურობას და უსაფრთხოებას.
4. ფართო გამოყენებადობა და სანდოობა
ფართოდ გამოიყენება:განსაკუთრებით შესაფერისია ყალიბებში, საშტამპო შტამპებში, საავტომობილო ნაწილებსა და ზოგადი საინჟინრო კომპონენტებში შიდა მომრგვალებული კუთხეების (გარდამავალი რკალების) ნახევრად დამუშავებისა და დამუშავებისთვის, რომლებსაც აქვთ მაღალი მოთხოვნები.
სამუშაო პირობებთან მაღალი ადაპტირება:მტკიცე დიზაინი მას ნაკლებად მიდრეკილს ხდის მსხვრევისკენ. მტკიცე საფარი, საბაზისო მასალასთან ერთად, სხვადასხვა გამოწვევების გადაჭრას უწყობს ხელს, მათ შორის დამუშავების რთულად შესასრულებელი მასალების. მას შეუძლია სტაბილური მუშაობის შენარჩუნება მკაცრი დამუშავების პირობებშიც კი, რაც მას წარმოების საიმედოობის გასაუმჯობესებლად იდეალურ ინსტრუმენტად აქცევს.
რატომ უნდა აგვირჩიოთ ჩვენ

ქარხნის პროფილი






ხშირად დასმული კითხვები
კითხვა 1. რა არის ამ მაღალი ხარისხის შიდა R-პროფილიანი საჭრელის ძირითადი ტექნიკური მახასიათებლები?
A: ეს ინსტრუმენტი აერთიანებს სამ ძირითად ტექნოლოგიას: 1) ულტრაწვრილმარცვლოვანი მყარი შენადნობის სუბსტრატი და გაუმჯობესებული AlTiN/DLC საფარი, რომელიც უზრუნველყოფს მაქსიმალურ სიმტკიცეს, სითბოს წინააღმდეგობას და ცვეთამედეგობას; 2) ოპტიმიზირებული ოთხკიდიანი დიზაინი და სპირალური კუთხე, რაც უზრუნველყოფს დაბალ ვიბრაციას, დაბალ ჭრის ძალას და შესანიშნავ ნაპრალების მოცილებას; 3) სრული კიდის ზუსტი დაფქვა და პასივაციის დამუშავება, რაც უზრუნველყოფს R-პროფილის თანმიმდევრულ სიზუსტეს, გლუვ და ერთგვაროვან ჭრის კიდეებს, ეფექტურად ამცირებს კიდის მსხვრევას და ბურუსებს და ოპტიმიზირებულია მაღალსიჩქარიანი დამუშავების (HSM) სტრატეგიებისთვის.
კითხვა 2. როგორ მოქმედებს საჭრელი ხელსაწყოების „ერთნაწილიანი ჩამოსხმა“ და „ზუსტი დაფქვა“ დამუშავების შედეგებზე?
A: „ერთნაწილიანი ჩამოსხმის“ პროცესი უზრუნველყოფს ხელსაწყოს სტრუქტურის საერთო სიმტკიცესა და სიმყარეს, ამცირებს ვიბრაციებს მათი წყაროს ადგილას. „ზუსტი დაფქვა“ უზრუნველყოფს, რომ თითოეული ხელსაწყოს შიდა R-კუთხის ზომა, კიდის ფორმა და კონტურის სიზუსტე მკაცრად კონტროლდება უკიდურესად მცირე ტოლერანტობის ფარგლებში. ეს ნიშნავს, რომ პარტიული დამუშავების დროს შეგიძლიათ მიაღწიოთ უკიდურესად მაღალ განმეორებადობის სიზუსტესა და თანმიმდევრულობას, სტაბილური ერთნაწილიანი ჩამოსხმის ეფექტს და გლუვი ზედაპირის ხარისხს ბურუსების გარეშე.
კითხვა 3. როგორ უნდა შეირჩეს AlTiN და DLC საფარი? და რა სცენარებისთვის არის ისინი შესაბამისად გამოსადეგი?
A: AlTiN საფარი: მას აქვს უკიდურესად მაღალი სიმტკიცე და გამორჩეული მაღალტემპერატურული სტაბილურობა. ის განსაკუთრებით კარგად მუშაობს მაღალსიჩქარიანი და მაღალტემპერატურული ჭრის პირობებში და განსაკუთრებით შესაფერისია ისეთი მასალების დასამუშავებლად, როგორიცაა ფოლადი, თუჯი, უჟანგავი ფოლადი და მაღალტემპერატურული შენადნობები. ეს არის უკიდურესად მრავალმხრივი არჩევანი.
DLC საფარი (ალმასის მსგავსი ნახშირბადის საფარი): ზედაპირის ხახუნის კოეფიციენტი უკიდურესად დაბალია და მას აქვს უკიდურესად ძლიერი ცვეთამედეგობა და ანტიწებოვანი თვისებები. ის განსაკუთრებით შესაფერისია ალუმინის შენადნობების, გრაფიტის, კომპოზიტური მასალების და ბლანტი მასალების დასამუშავებლად, ეფექტურად უშლის ხელს ნაპრალების წარმოქმნას და აღწევს შესანიშნავ ზედაპირის დამუშავებას. მისი შერჩევა შესაძლებელია დასამუშავებელი მასალის მახასიათებლების მიხედვით.
კითხვა 4. როგორ მიიღწევა ხელსაწყოს „ეფექტური ნაპრალების მოცილება“ და „დაბალი ჭრის ძალის“ დიზაინი?
A: ეს განპირობებულია ჩვენი სითხის დინამიკისთვის ოპტიმიზირებული ღარის ფორმით და სპეციფიკური სპირალური კუთხის დიზაინით. ამ კომბინაციას შეუძლია:
გააფართოვეთ ნაპების შეკავების სივრცე, რათა ხელი შეუწყოთ ნაპების დახვევას და გამოდევნას.
ნაფოტები შეუფერხებლად გაატარეთ დამუშავების ზონიდან, თავიდან აიცილეთ ჩახლართვა და მეორადი ჭრა.
შეამცირეთ საჭრელ ხელსაწყოსა და სამუშაო ნაწილს შორის ხახუნი, ასევე ნაფოტები, რითაც მნიშვნელოვნად შემცირდება ჭრის ძალა და ჭრის სითბო. საბოლოო ჯამში, მიიღწევა ჭრის უფრო გლუვი პროცესი, დამუშავების უფრო მაღალი ეფექტურობა და დაცულია საჭრელი ხელსაწყო და დაზგის ღერძი.
კითხვა 5. რომელ ინდუსტრიებსა და დარგებშია ეს ინსტრუმენტი ყველაზე მომგებიანი გამოსაყენებლად?
A: ეს ხელსაწყო იდეალური არჩევანია ისეთი სფეროებისთვის, როგორიცაა ყალიბების წარმოება (მაგ. ღრუები, ელექტროდები), ავტომობილის კომპონენტები (მაგ. ძრავის ნაწილები, შასის ნაწილები) და ზოგადი მექანიკური ინჟინერიის ნაწილები. ის განსაკუთრებით შესაფერისია იმ სიტუაციებისთვის, რომლებიც მოითხოვს მაღალი სიზუსტის შიდა კუთხეებს, გარდამავალ ზედაპირებს, ღრუების ნახევრად დამუშავებას და დამუშავებას. დიზაინის მიზანია უზრუნველყოს ზედაპირის შესანიშნავი ხარისხი და განზომილებიანი სიზუსტე, დამუშავების ეფექტურობისა და ხელსაწყოს სიცოცხლის ხანგრძლივობის მაქსიმიზაციის პარალელურად.






