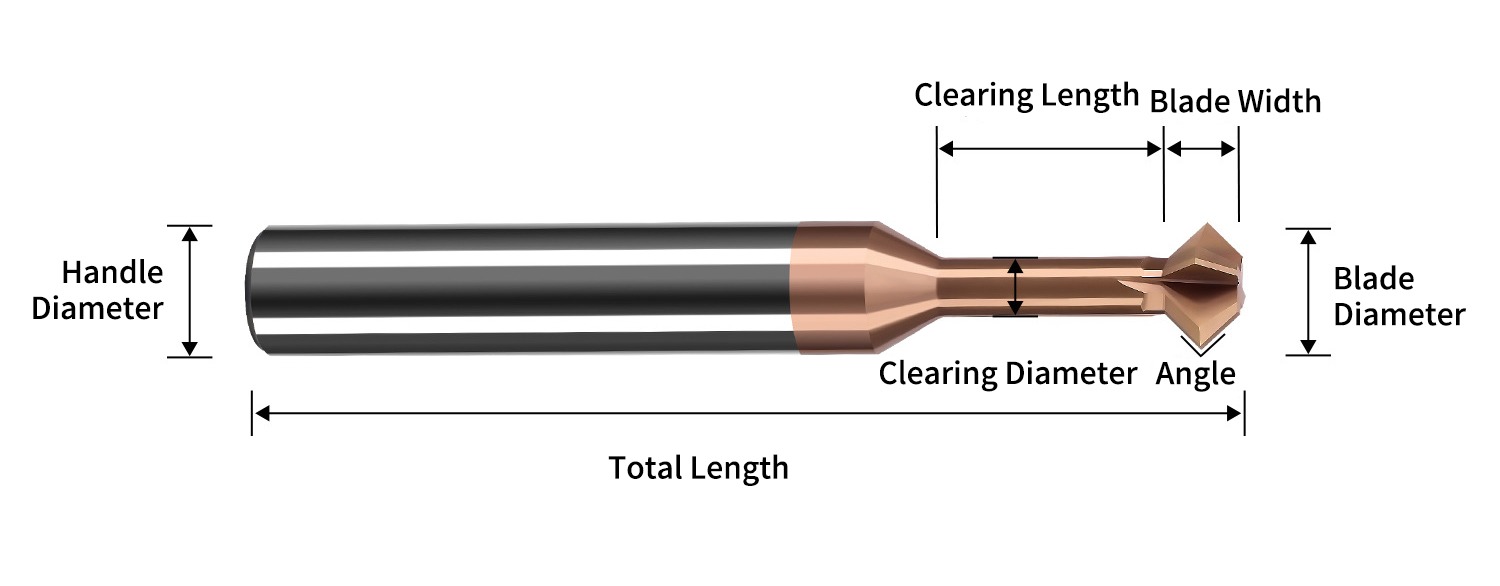
面取り工具







効率的なCNCフライス加工および旋削加工のために特別に設計されたこのタングステン鋼エンドミルは、4枚刃構造とTiSiNコーティングを採用しており、鋼、アルミニウム、合金材料に対して正確な90°面取りと滑らかなバリ取りを実現します。幅広の切りくず排出溝と鈍角の刃先により、優れた切りくず排出能力と耐久性を発揮し、複雑な深穴加工においても前面と背面の面取りを安定して完了できるため、生産効率と加工品質を大幅に向上させます。
重要な属性
| 製品名 | 90度面取り工具 | ブランド | モスクワ州 |
| コーティング | TiSiNコーティング | 刃の数 | 4つの刃 |
| 適用可能な材料 | 一般的な鋼材、 ステンレス鋼、 鋳鉄、 炭素鋼など | 適用機器 | CNC加工センター、 彫刻機、 精密彫刻機、 高速工作機械など |
| コーティング | 複合ナノ材料 | HRC | 55HRC |
| 材料 | 硬質合金 | カスタマイズに対応 | OEM |
| 適用可能な機械 | 立形フライス盤、 横型フライス盤 | 切断方向 | 従来型の粉砕 |
| 刃の長さ | / | 原産地 | 天津、中国 |
| 型番 | MSKDT | ブランド | MSK |
| 切削硬度 | hrc55、hrc45 | 有効切断長さ | / |
| 溝型 | 4本のフルート | らせん角 | / |
| 保証期間 | 3ヶ月 | 製品名 | 面取り工具 |
| 応用 | CNCフライス加工 | パッケージ | 1個/プラスチックボックス |
| フルート | 4 | タイプ | フライス盤 |
| 適切な | 銅、鋳鉄、 炭素鋼、金型鋼 | 最小注文数量 | 10品目 |
| 利点 | 鋭利な刃先 | 使用方法 | 一般的な高速切断 |
| 色 | メタリックカラー | ||
製品の特徴


タングステン鋼フライス
完璧な90°の角度を実現します。当社の一体型硬質合金フェースミルは、面取りや精密なエッジバリ取りに最適です。頑丈な4枚刃設計と耐摩耗性コーティングにより、優れた耐久性を実現し、鋼、アルミニウム、合金材料に優れた表面仕上げを提供します。効率的なCNCフライス加工および旋削加工に最適です。
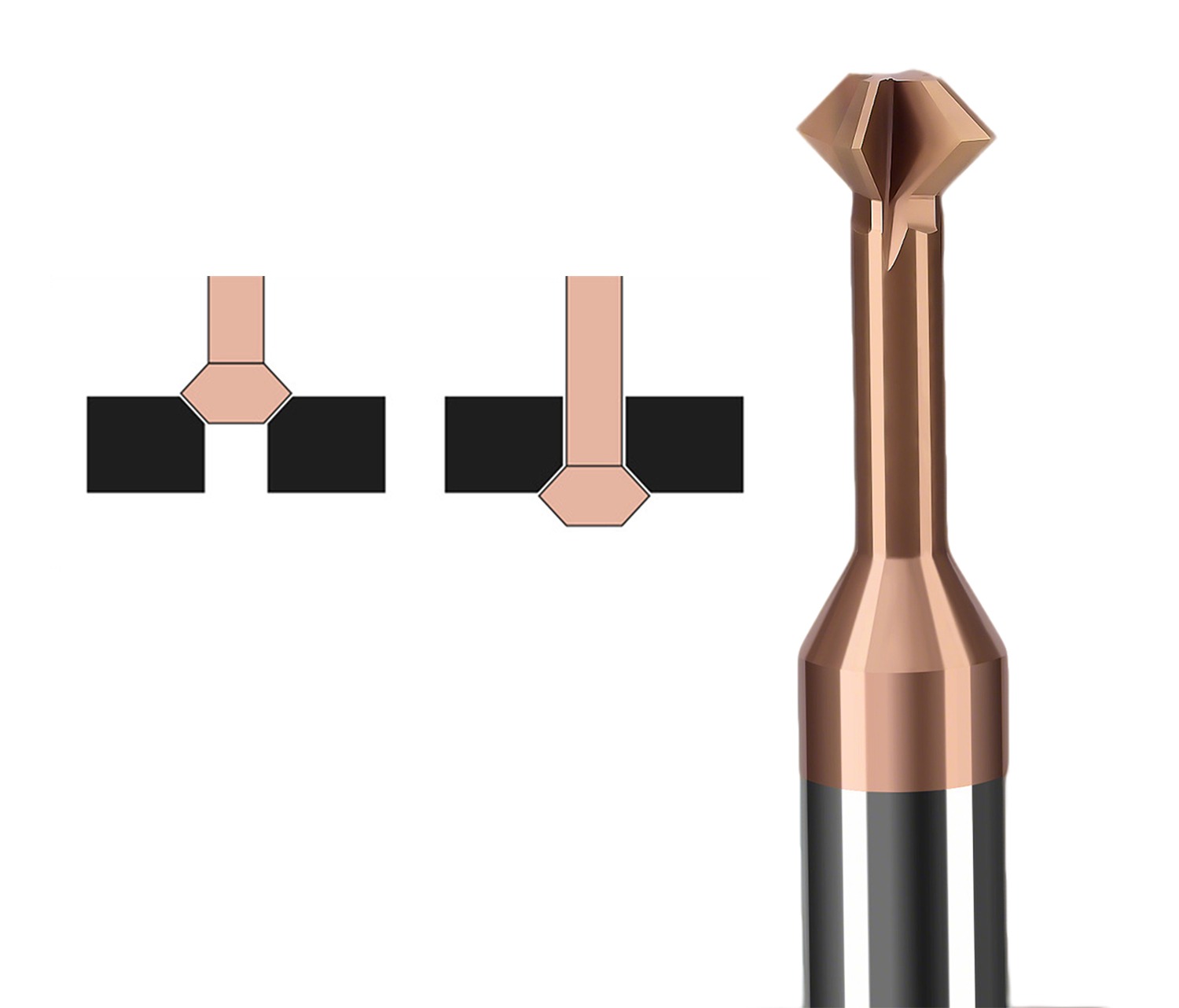
正面取りと負面取り
複雑な形状のワークピースには、正の面取りと負の面取りの両方を適用でき、深穴ワークピースの面取りも可能です。
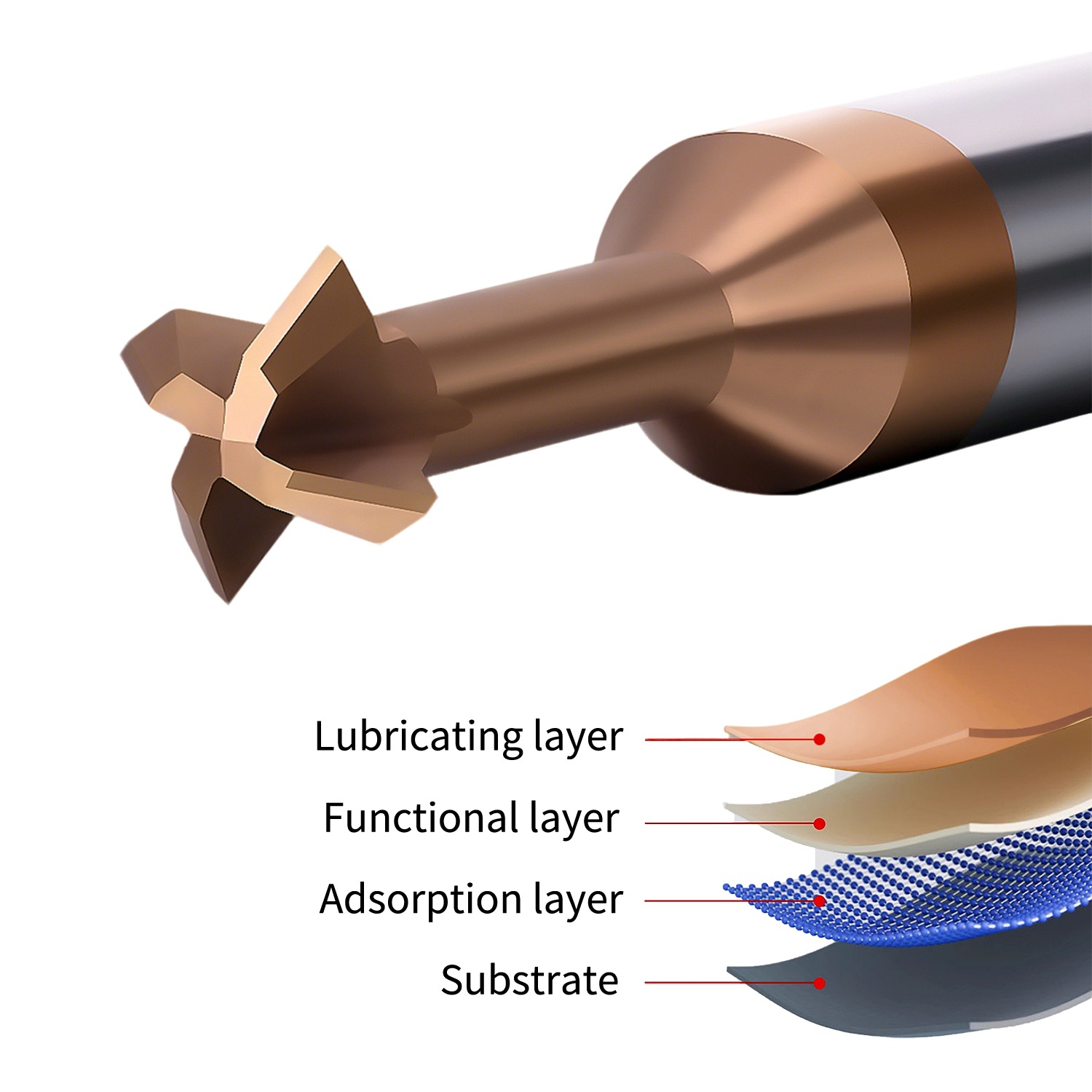
TiSiNコーティング
改良されたコーティングにより耐摩耗性が向上し、高速切削加工中も刃先が鋭利で損傷を受けにくく、優れた耐久性を実現します。
高い切削能力
全面研磨螺旋溝
幅広のストレート溝による切りくず排出設計により、工具の目詰まりや欠けなどの問題を回避し、生産効率を大幅に向上させます。
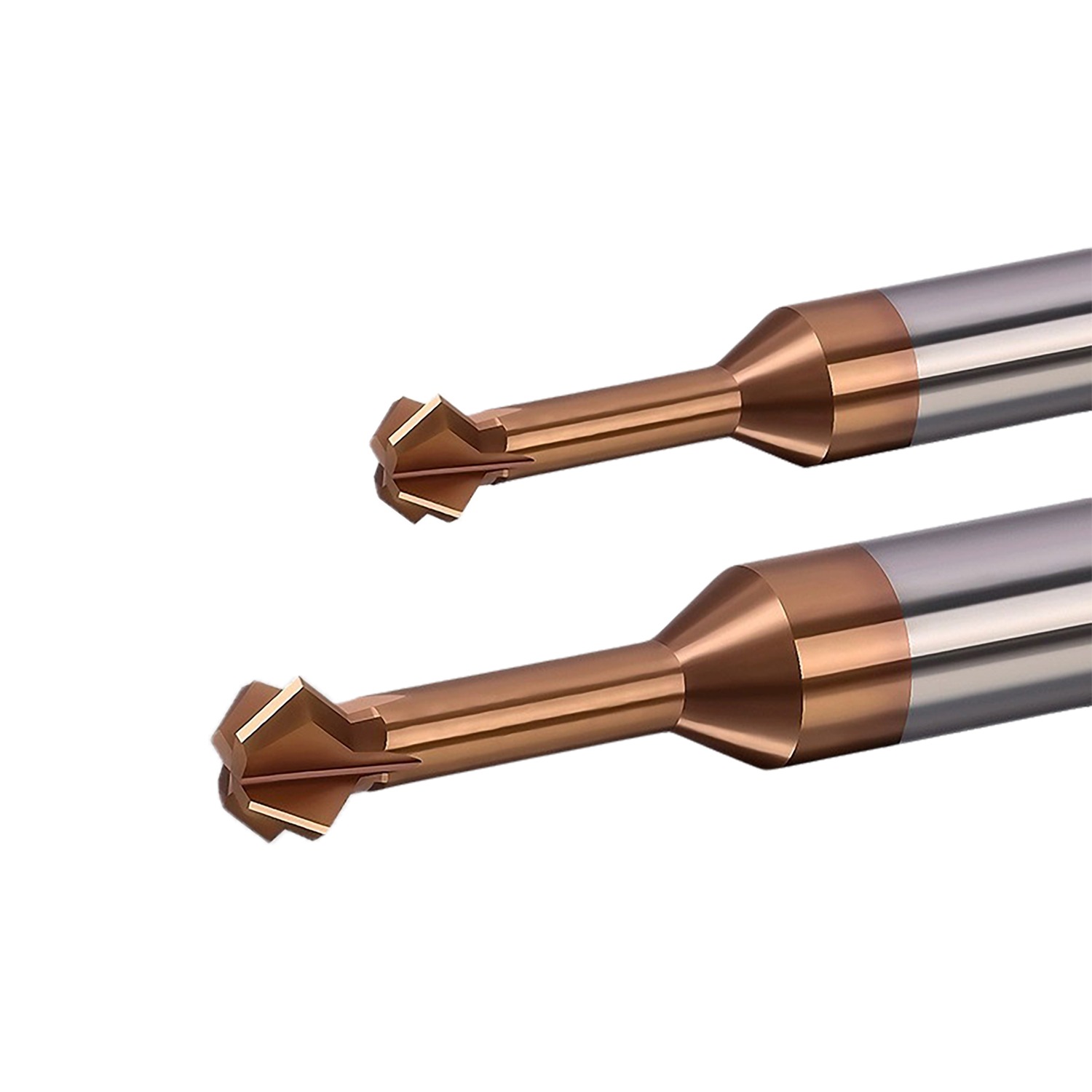
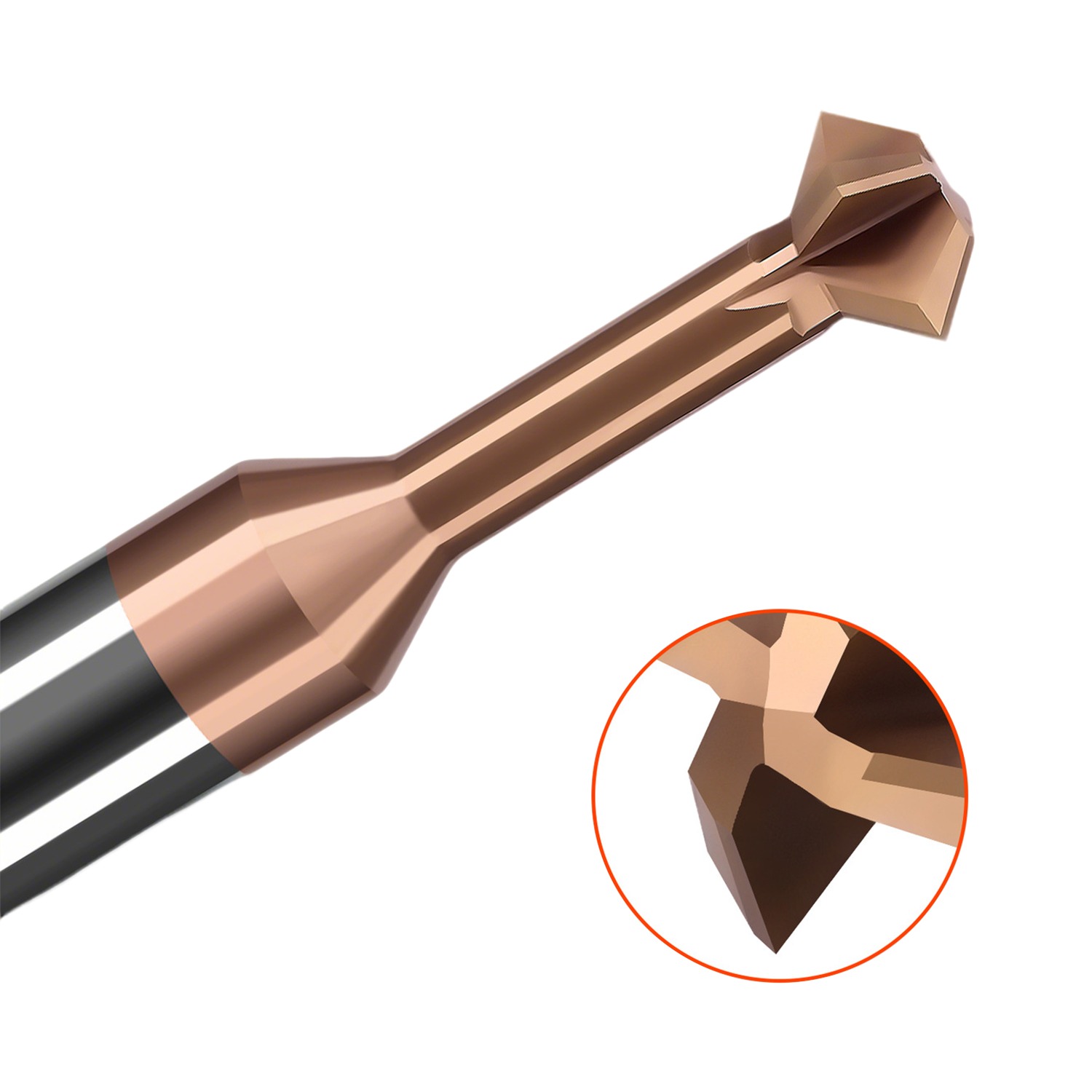
ユニークな歯型デザイン
滑らかな切削、切りくずの蓄積なし、優れた安定性、大規模なねじ加工に適しています。
不動態化処理
刃に不動態化処理を施した後、拡大観察装置で観察したところ、微細な欠陥は認められなかった。これにより、切削工具の耐久性と加工製品の表面仕上げが向上する。

利点
1. 優れた精度で、あらゆる面で加工されています。
完璧な90°を実現:精密な面取りとエッジのバリ取りに最適化されており、高品質な直角輪郭を簡単に作成できます。
正負両方の面取りをバランス良く実現:独自の刃先設計により、前面と背面の両方の面取りが可能になり、加工範囲が大幅に拡大します。特に複雑な形状のワークピースや深穴の面取りに適しており、従来の工具では対応できなかった加工上の課題を解決します。
2. 非常に耐久性に優れ、長寿命です。
頑丈な4枚刃設計:優れた工具剛性と安定性を提供し、切削力を分散させ、単一の刃にかかる負荷を軽減します。
TiSiNコーティングのアップグレード:耐摩耗性と耐酸化性を大幅に向上させます。高速フライス加工時においても、切削刃の切れ味を効果的に維持し、欠けや熱摩耗を防ぎ、切削工具の寿命を大幅に延ばします。
刃先硬化処理:精密な硬化処理により、バリや微細な亀裂などの微細な欠陥が除去され、刃先表面がより滑らかで頑丈になります。これにより、工具自体の耐衝撃性と耐久性が向上するだけでなく、加工対象物の表面仕上げも直接的に改善されます。
3. 切りくずの除去はスムーズで安定しており、効率的です。
幅広ストレートスロット式切りくず排出設計:全面研削螺旋溝と組み合わせることで、広々とした滑らかな切りくず排出路が形成されます。これにより、切りくずの付着、蓄積、絡まりを効果的に防止し、切りくず排出不良による工具の欠け、過熱、加工品質の低下を根本的に防ぎます。
独自の歯形設計:ねじ山や複雑な輪郭の加工に最適化されており、切りくずの蓄積を低減し、スムーズで安定した切削プロセスを実現し、大規模連続加工における優れた安定性を保証します。
4. 幅広い用途に対応し、信頼性の高い性能
多様な素材に対応:性能を最適化しており、鋼鉄、アルミニウム、各種合金材料において優れた表面加工品質を実現します。
マルチプロセス対応:CNCフライス盤での面取りやバリ取り作業に適用できるだけでなく、その安定性により、効率的な旋削・フライス複合加工や大規模なねじ加工にも適しています。
当社を選ぶ理由

工場概要






よくある質問
Q1.このタングステン鋼エンドミルの4枚刃設計の利点は何ですか?
A:4枚刃設計により、優れた剛性と安定性を実現し、精密な面取りやバリ取りに特に適しています。頑丈な構造により切削力に効果的に抵抗し、鋼、アルミニウム、合金材料において優れた表面仕上げと寸法精度を保証します。特に、効率的なCNCフライス加工や旋削加工に適しています。
Q2.切削工具の「正負面取り」機能とは何を指しますか?
A:「正負面取り」機能とは、このフライスが従来の外縁面取りや上面面取りだけでなく、独自の刃設計により、複雑なワークピース(深穴の内壁や段付き構造の背面など)の内向き面取りや逆面取りにも適しており、加工の適用範囲を大幅に拡大し、1回のセットアップで複数の作業を完了できることを意味します。
Q3. TiSiNコーティングの改良により、どのような性能向上がもたらされましたか?
A:改良されたTiSiN(窒化チタン)コーティングは、極めて高い硬度と優れた耐熱性を誇ります。切削工具の耐摩耗性を大幅に向上させ、高速フライス加工時でも長期間にわたり鋭い刃先を維持します。コーティングの剥離や刃先のひび割れを効果的に防止し、工具の優れた耐久性と加工の一貫性を実現します。
Q4. 全面研削の螺旋溝と幅広の直線溝の設計は、加工効率の向上にどのように役立ちますか?
A:完全研削加工によって形成された螺旋状の溝は、優れた表面仕上げと幾何学的精度を備えています。幅広の直線溝設計と組み合わせることで、より大きな切りくず排出スペースとより滑らかな切りくず排出経路が実現し、切りくずの迅速な除去が可能になります。これにより、切りくずによる工具の固着、過熱、切りくずの堆積、さらには切りくず排出不良による工具破損といった問題を根本的に回避し、加工効率と安全性を大幅に向上させます。
Q5. 刃の表面を不動態化処理するのはなぜですか?この処理の実際的な利点は何ですか?
A:不動態化処理は、刃先を精密に研磨するプロセスであり、顕微鏡で見える微細な傷やバリなどの微細な欠陥を除去し、刃先に均一で滑らかな小さな弧を形成することを目的としています。これにより、切削加工中の初期摩耗や微細な亀裂を大幅に低減し、工具の耐久性(寿命)を直接的に向上させるとともに、加工中の摩擦や振動を低減し、加工物の表面仕上げを向上させることができます。





