Háhörku 4-rifja innri R hornradíus endafræsarar fyrir nákvæma vinnslu







Þessi afkastamikla CNC innri R-sniðfræsari er búinn fínkorna hörðu málmblöndugrunni og háþróaðri AlTiN/DLC húðun, sem tryggir framúrskarandi hörku og hitastöðugleika. Bjartsýni fjögurra kanta hönnun, nákvæmlega slípaðar skurðbrúnir og skilvirkt grópmynstur til að fjarlægja flísar vinna saman að því að ná mjúkri skurði, framúrskarandi yfirborðsáferð og langri endingu verkfæra. Hún er sérstaklega hönnuð fyrir notkun eins og mót, bílahluti o.s.frv., sem krefjast mikillar nákvæmni í innri hornum og skilvirkra hálffrágangs- og frágangsferla.
Mikilvægir eiginleikar
| Vöruheiti | Ál DLC innri R fræsari | Vörumerki | MSK |
| Vörunúmer | MSKDT-130 | Húðun | DLC húðun |
| Viðeigandi vélaverkfæri | Fræsivél | Vélarsvið | 55°-58° |
| Viðeigandi efni | Álmálmblöndur, koparmálmblöndur o.s.frv. | Viðeigandi búnaður | CNC vinnslumiðstöðvar, leturgröftur, nákvæmnisleturgröftur vélar og aðrar hraðvirkar vélar. |
| Gerð nr. | MSKDT-130 |
| Umsókn | Ál |
| Sérsniðinn stuðningur | OEM |
| Pökkun | Plastkassi |
| Upprunastaður | Kína |
| Hentar fyrir | Málmur |
| Nákvæmni | Mikil nákvæmni |
| Yfirborðsáferð | DIc |
| Viðeigandi búnaður | CNC vinnslustöðvar, leturgröftur |
| Flutningspakki | Plastkassi |
| Vörumerki | MSK |
| HS-kóði | 8207400000 |
| Flautunúmer | 4T |
| Vöruheiti | DLC innri R endafræsari |
| M0Q | 10 stk. |
| Ábyrgð | 3 mánuðir |
| Leitarorð | Innri R verkfæri hornrúnun endafræsara |
| HRC | 55 |
| Umhverfi forrita | Málmur |
| Afhendingartími | 7-15 dagar |
| Sending | DHL.TNT.UPS.FedEx. EMS.SfExpress |
| Upplýsingar | 4-20mm |
| Uppruni | Tianjin Kína |
| Framleiðslugeta | 500 á viku |
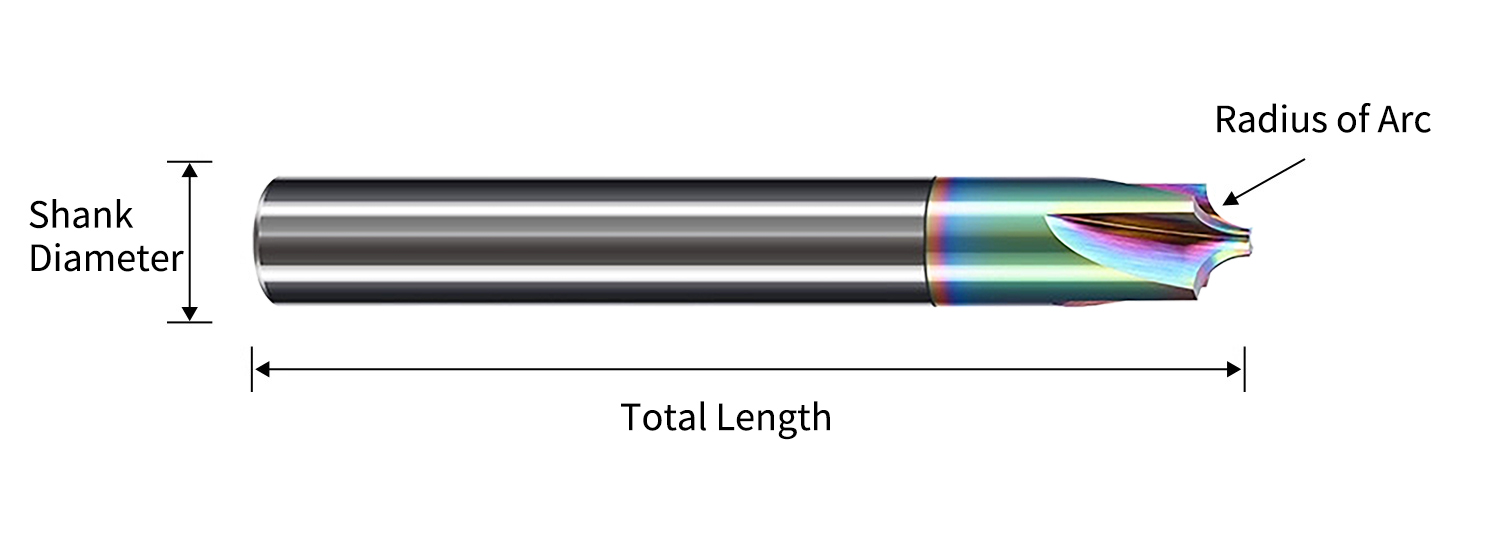
| Þvermál flautu | Horn | Heildarlengd | Flautur |
| D4 | R0,2 | 50 lítrar | 4T |
| D4 | R0,3 | 50 lítrar | 4T |
| D4 | R0,4 | 50 lítrar | 4T |
| D4 | 0,5 kr. | 50 lítrar | 4T |
| D4 | 0,75 kr. | 50 lítrar | 4T |
| D4 | 1,5 kr. | 50 lítrar | 4T |
| D6 | 1,5 kr. | 50 lítrar | 4T |
| D6 | R2 | 50 lítrar | 4T |
| D6 | 2,5 kr. | 50 lítrar | 4T |
| D8 | R3 | 60 lítrar | 4T |
| D8 | 3,5 kr. | 60 lítrar | 4T |
| D10 | R4 | 60 lítrar | 4T |
| D12 | R5 | 60 lítrar | 4T |
| D14 | R6 | 60 lítrar | 4T |
| D16 | R7 | 75 lítrar | 4T |
| D20 | R8 | 100 lítrar | 4T |
Vörueiginleikar

Mótun í einu lagi, án rispa
Mikil vinnsluhagkvæmni, framúrskarandi yfirborðsáferð vinnustykkis
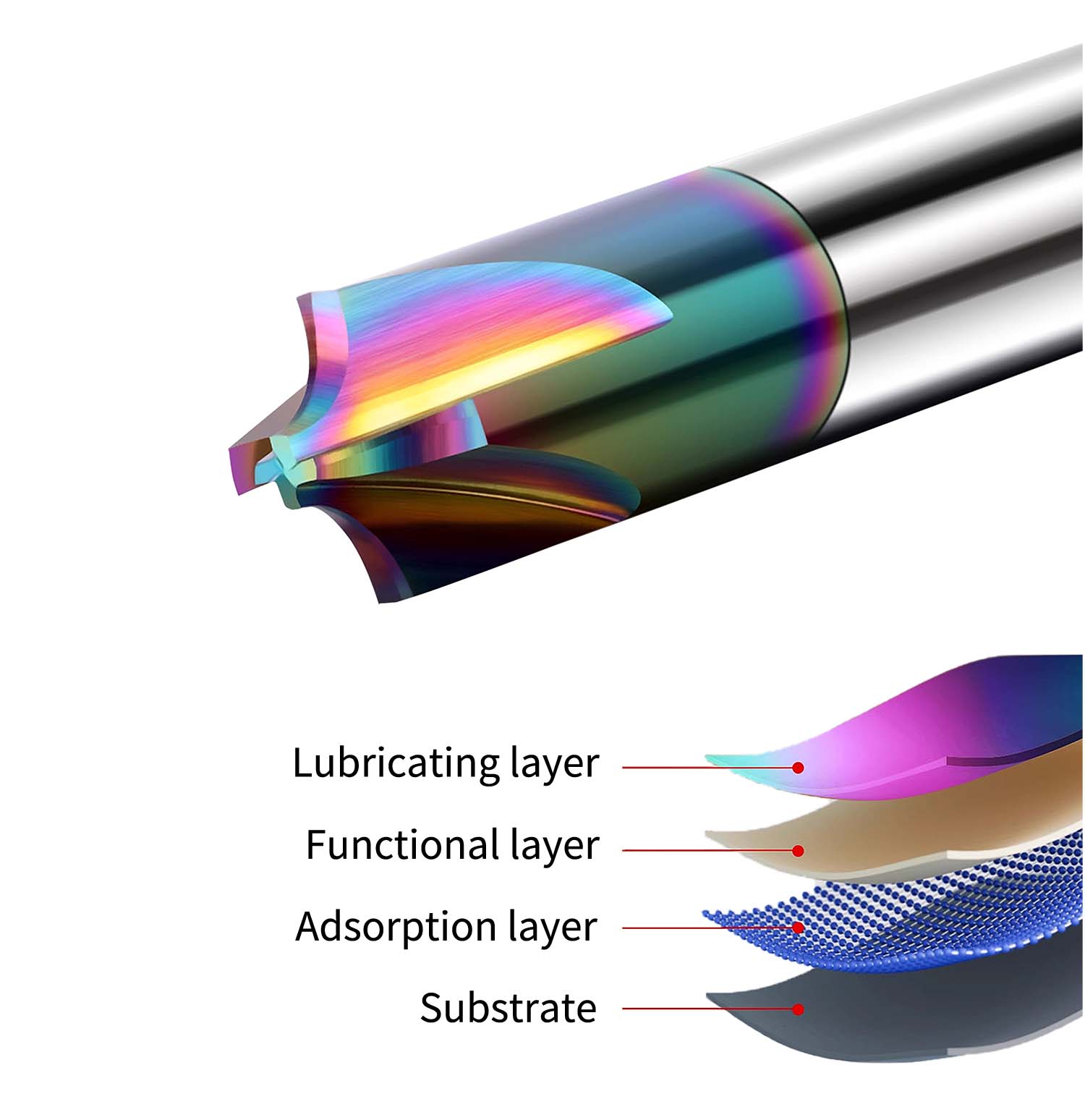
DLC húðun
Uppfærð húðun eykur slitþol, tryggir skarpar skurðbrúnir án flísunar við hraðfræsingu og veitir framúrskarandi endingu.
Ný meðferð við mattingu brúna
Mjög skilvirk flísafjarlæging, skurður með viðloðunarfríu efni
Mjög skilvirk flísafjarlæging, skurður með viðloðunarfríu efni

Kostir
1. Framúrskarandi endingartími og afar langur líftími
Fyrsta flokks undirlag og húðun:Með því að nota úrfínkorna hörð málmblöndu sem grunnefni nær það fullkominni jafnvægi milli mikils styrks og höggþols. Í bland við háþróaða AlTiN eða DLC húðun gefur það skurðarverkfærið afar mikla yfirborðshörku, framúrskarandi hitastöðugleika og framúrskarandi slitþol. Það kemur í veg fyrir slit á hálfmánarásum og hitasprungur við hraðavinnslu, sem lengir endingartíma skurðarverkfærisins verulega.
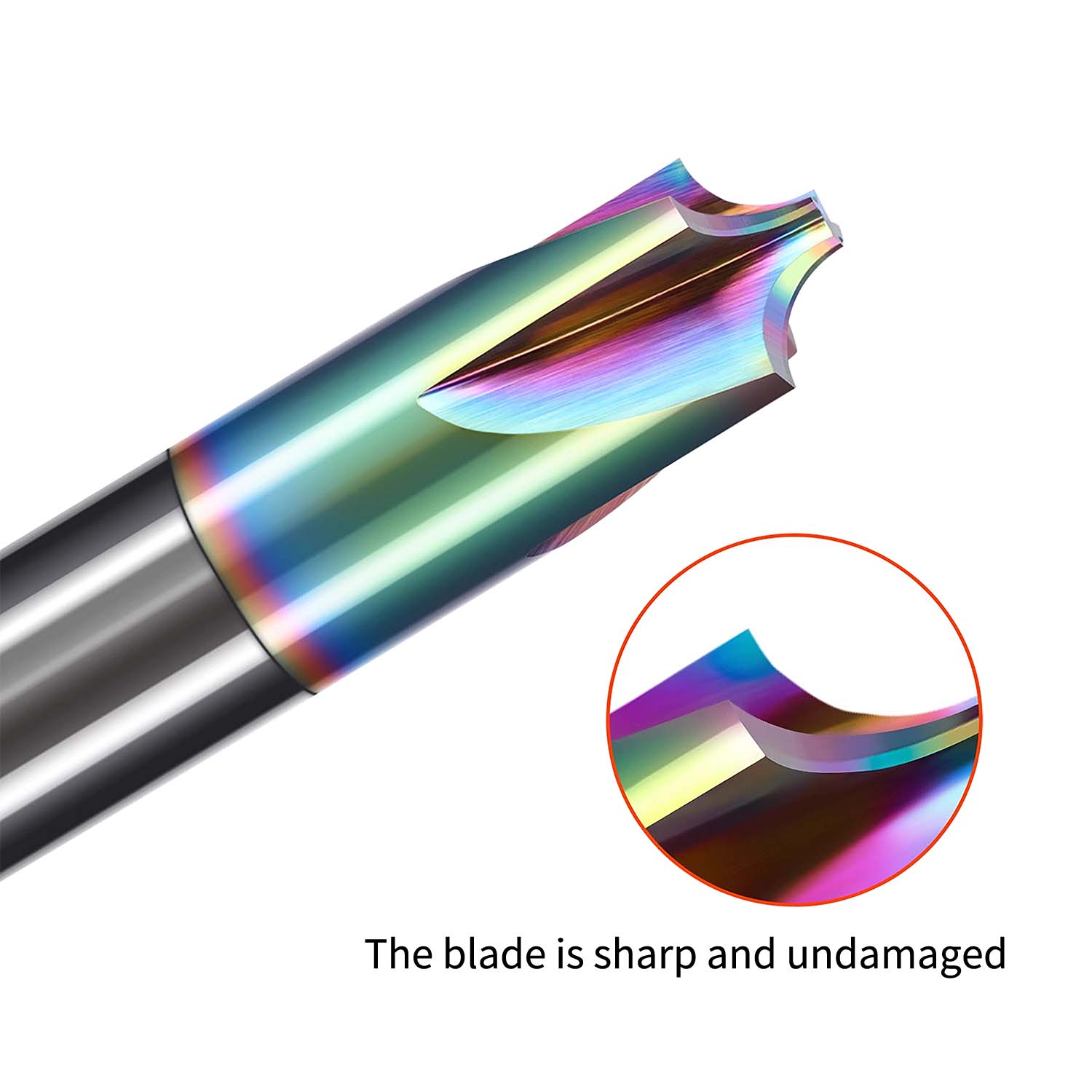
Nýstárleg tækni við meðhöndlun brúna:Með nákvæmri slípun (rúnun) eru smásæjar gallar sem stafa af kantslípun alveg útrýmt, sem skapar slétta og jafna skurðbrún. Þetta dregur ekki aðeins verulega úr hættu á flísun heldur dreifir einnig jafnt skurðálagi, sem eykur verulega áreiðanleika og endingu verkfærisins.
2. Mjög mikil vinnslunákvæmni og framúrskarandi yfirborðsgæði
Ábyrgð á nákvæmri framleiðslu:Skurðarverkfærin eru slípuð með mikilli nákvæmni, með ströngu eftirliti með vikmörkum, sem tryggir samræmda og nákvæma innri R-horn. Þetta gerir kleift að endurtaka áreiðanlega nákvæmni í fjöldaframleiðslu og uppfyllir kröfur um nákvæma hlutavinnslu.
Bjartsýn rúmfræðileg hönnun:Einstök fjögurra kanta hönnun og sérsniðin spíralhorn tryggja sléttleika og lágan titring við vinnsluna, sem nær beint fram áhrifum „framúrskarandi yfirborðsáferðar vinnustykkisins“ og „heildstæðrar mótunar án skurðar“ og dregur úr síðari vinnsluferlum.
Skarpur skurðarkantur og stöðug skurður: Skarpur skurðarkantur, ásamt bættri kantmeðhöndlun, gerir kleift að skera hreint og skilvirkt og kemur í veg fyrir myndun skurðar, sem tryggir skýra útlínur og nákvæmar víddir vinnustykkisins.
3. Framúrskarandi vinnsluhagkvæmni og stöðugleiki
Fyrir háhraðavinnslu (HSM) hagræðingu:Ítarlegar verkfærarúmfræðir eru sérstaklega hannaðar fyrir skilvirkar fræsingaraðferðir, sem gerir kleift að ná hærri snúningshraða og fóðrunarhraða og þannig ná fram mikilli vinnsluhagkvæmni.
Framúrskarandi flísafjarlæging og viðloðunarvörn blaðsins:Bjartsýni hönnunar á flísarhaldi veitir stærra flísarhaldsrými, ásamt nákvæmum spíralhornum, sem tryggir mjúka og skilvirka flísafjarlægingu og „non-sticking blaðið“ áhrif. Þetta kemur í veg fyrir ofhitnun blaðsins, slit eða óviljandi skemmdir af völdum flísarstíflu, sem tryggir stöðugleika og öryggi langtíma samfelldrar vinnslu.
4. Víðtæk notagildi og áreiðanleiki
Víða við hæfi:Sérstaklega hentugt til hálffrágangs og frágangs á innri ávölum hornum (umbreytingarbogum) í mótum, stimplunarmótum, bílahlutum og almennum verkfræðihlutum með miklar kröfur.
Sterk aðlögunarhæfni að vinnuskilyrðum:Sterk hönnun gerir það minna viðkvæmt fyrir brotum. Sterk húðun ásamt grunnefninu ræður við ýmsar áskoranir, þar á meðal efni sem erfitt er að vinna úr. Það getur viðhaldið stöðugri frammistöðu jafnvel við erfiðar vinnsluaðstæður, sem gerir það að kjörnu tæki til að auka áreiðanleika framleiðslu.
Af hverju að velja okkur

Verksmiðjuprófíll






Algengar spurningar
Spurning 1. Hverjir eru helstu tæknilegu eiginleikar þessarar afkastamikillar innri R-sniðsfræsara?
A: Þetta tól sameinar þrjár kjarnatækni: 1) Undirlag úr mjög fínkorna hörðu málmblöndu og háþróaðri AlTiN/DLC húðun, sem veitir fullkomna hörku, hitaþol og slitþol; 2) Bjartsýni fjögurra kanta hönnun og spíralhorn, sem nær lágum titringi, lágum skurðkrafti og framúrskarandi flísafjarlægingu; 3) Nákvæm slípun og óvirkjun á öllum kantum, sem tryggir stöðuga nákvæmni R-sniðsins, sléttar og einsleitar skurðbrúnir, dregur á áhrifaríkan hátt úr brúnabrotum og skurðum, og er bjartsýni fyrir háhraða vinnsluaðferðir (HSM).
Spurning 2. Hvernig hefur „eins stykki mótun“ og „nákvæm slípun“ skurðarverkfæranna áhrif á vinnsluniðurstöður?
A: „Einstaklingsmótunarferlið“ tryggir heildarstyrk og stífleika verkfærisbyggingarinnar og dregur úr titringi við upptök þeirra. „Nákvæm slípun“ tryggir að innri R-hornstærð, brúnalögun og nákvæmni útlína hvers verkfæris sé stranglega stjórnað innan afar lítilla vikmörka. Þetta þýðir að í lotuvinnslu er hægt að ná afar mikilli endurtekningarnákvæmni og samræmi, sem nær stöðugri einstaklingsmótunaráhrifum og sléttri yfirborðsgæði án rispa.
Spurning 3. Hvernig ætti að velja AlTiN húðunina og DLC húðunina? Og í hvaða tilfellum eiga þær að vera viðeigandi?
A: AlTiN húðun: Hún hefur afar mikla hörku og framúrskarandi stöðugleika við háan hita. Hún virkar einstaklega vel við skurðarskilyrði við háan hraða og háan hita og er sérstaklega hentug til vinnslu á efnum eins og stáli, steypujárni, ryðfríu stáli og málmblöndum sem þola háan hita. Þetta er afar fjölhæfur kostur.
DLC húðun (Demantslík kolefnishúðun): Yfirborðsnúningsstuðullinn er afar lágur og hefur afar sterka slitþol og viðloðunareiginleika. Hún er sérstaklega hentug til vinnslu á málmblöndum (eins og álfelgum), grafíti, samsettum efnum og seigfljótandi efnum, sem kemur í veg fyrir flísmyndun á áhrifaríkan hátt og nær framúrskarandi yfirborðsáferð. Þú getur valið hana út frá eiginleikum efnisins sem á að vinna úr.
Spurning 4. Hvernig næst „skilvirk flísafjarlæging“ og „lágt skurðkraftur“ hönnun verkfærisins?
A: Þetta er rakið til rásarforms okkar sem er fínstillt fyrir vökvaaflfræði og sérstakrar spírallaga hönnunar. Þessi samsetning getur:
Stækkaðu rýmið fyrir flísarnar til að auðvelda krullu og útskotun flísanna.
Leiðið flísarnar þannig að þær komist mjúklega út úr vinnslusvæðinu og komið í veg fyrir að þær flækist og skerist aftur.
Minnkaðu núninginn milli skurðarverkfærisins og vinnustykkisins sem og flísanna, og þar með minnkaðu verulega skurðkraftinn og skurðarhitann. Náðu að lokum mýkri skurðarferli, meiri vinnsluhagkvæmni og verndaðu skurðarverkfærið og snælduna á vélinni.
Spurning 5. Í hvaða atvinnugreinum og notkunarsviðum er hagstæðast að nota þetta tól?
A: Þetta verkfæri er kjörinn kostur fyrir svið eins og mótframleiðslu (t.d. holrými, rafskaut), bílahluti (t.d. vélarhluti, undirvagnshluti) og almenna vélaverkfræðihluta. Það hentar sérstaklega vel fyrir aðstæður þar sem þarfnast nákvæmra innri horna, milliflata, hálffrágangs og frágangs á holrými. Markmið hönnunarinnar er að tryggja framúrskarandi yfirborðsgæði og víddarnákvæmni, en hámarka jafnframt vinnsluhagkvæmni og endingu verkfærisins.






