Kukoricarádiusz malom nikkel alapú magas hőmérsékletű ötvözetekhez





TERMÉKLEÍRÁS
A titán köztudottan nehezen megmunkálható anyag, különösen agresszív szerszámpályákon, például a nagy hatékonyságú marással (HEM) kapcsolatos pályákon. Ezt a sarokrádiuszos marót kifejezetten a repülőgépiparban használják anyagok megmunkálására. Importált volfrám acélrudakat használ, és hosszú élettartammal rendelkezik.
MŰHELYI HASZNÁLATRA JAVASOLT
TC18-21 titánötvözet, ferrit, 35% feletti nikkeltartalmú ötvözet, magas hőmérsékletű rozsdamentes acél, nikkel-króm-kobalt és egyéb nehezen forgácsolható, nagy szilárdságú titánötvözetek, magas hőmérsékletű ötvözetanyagok.
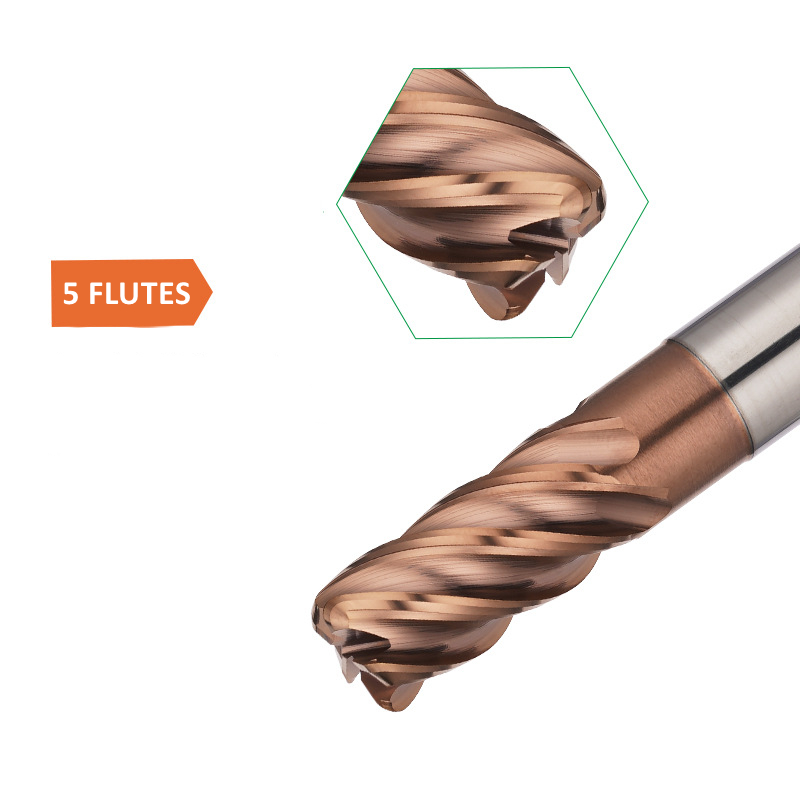
Az 5 élű kialakítás 30–40%-kal gyorsabb, mint a 3/4 élű marószerszám.
Szeizmikus tervezés/Ultra nagy fémleválasztási sebesség/Alacsony belső feszültség
| Fuvola átmérője | D6-D12 | Fuvola hossza | 8-24 mm |
| Fuvola típusa | Spirális | Anyag | Kiváló minőségű volfrám |
| Bevonat | Igen | Márka | MSK |
| Feldolgozási tartomány | Nehezen forgácsolható anyagok, például titánötvözetek, szuperötvözetek, ferritek, nikkeltestek, magas hőmérsékletű rozsdamentes acélok és nikkel-króm-kobalt ötvözetek | ||
| Alkalmazható gépek | Marógépek, CNC megmunkálóközpontok, számítógépes gongok, gravírozógépek | ||
JELLEMZŐ
1.Különlegesen titán/szuperötvözet nehezen forgácsolható anyagokhoz
Nagy kenőképességű és alacsony súrlódási együtthatójú bevonattal van ellátva a feldolgozott anyag belső feszültségének minimalizálása érdekében.
2. Geometriai fuvola
A kiváló 5 pengés U-horony geometriai kialakítás növelheti az érintkezési pontot a megmunkálandó anyaggal, miközben növeli a szerszám merevségét és kiváló felületi érdességet biztosít.
3.Importált volfrám acélrúd
H5 szártűrés-pontosság, kifejezetten nagy pontosságú szárbefogó rendszerekhez tervezve.
4. Letörés kialakítása
Könnyen rögzíthető legyen.
5. Szeizmikus tervezés
Rendkívül magas fémleválasztási sebesség, alacsony belső feszültség, 30–40%-kal gyorsabb, mint a hagyományos 3/4 pengéjű marók
Alkalmazás:
Repülőgépipar, katonai, mechanikus alkatrészek, autók, speciális elektronikus kommunikáció és egyéb területek
Vevő megjegyzése:
1. A szerszám használata előtt mérje meg a szerszám elhajlását. Ha a szerszám elhajlásának pontossága meghaladja a 0,01 mm-t, vágás előtt korrigálja.
2. Minél rövidebb a szerszám kinyúlása a tokmányból, annál jobb. Ha a szerszám tovább nyúlik ki, csökkenteni kell a sebességet, az előtolási sebességet és a vágási mennyiséget.
3. Vágás közben, ha rendellenes rezgés vagy hang jelentkezik, csökkentse a sebességet és a vágási mennyiséget, amíg a helyzet javul.
4. Az acél hűtése előnyösen porlasztással és légsugárral történik, ami javíthatja a marószerszám használati hatását. Titánötvözetek és más szuperötvözetek használata nem ajánlott.









