निकेल-आधारित उच्च-तापमान मिश्र धातुओं के लिए कॉर्न रेडियस मिल





उत्पाद वर्णन
टाइटेनियम एक ऐसा पदार्थ है जिसकी मशीनिंग करना बेहद मुश्किल होता है, खासकर हाई एफिशिएंसी मिलिंग (HEM) जैसी जटिल टूल पाथ में। यह कॉर्नर रेडियस मिलिंग कटर विशेष रूप से विमानन उद्योग में सामग्रियों की प्रोसेसिंग के लिए उपयोग किया जाता है। इसमें आयातित टंगस्टन स्टील बार का उपयोग किया जाता है और इसकी सर्विस लाइफ लंबी होती है।
कार्यशालाओं में उपयोग के लिए अनुशंसा
टाइटेनियम मिश्र धातु TC18-21, फेराइट, 35% से अधिक उच्च-निकल मिश्र धातु, उच्च-तापमान स्टेनलेस स्टील, निकल-क्रोमियम-कोबाल्ट और अन्य कठिन-कटाई वाली उच्च-शक्ति टाइटेनियम मिश्र धातुएँ, उच्च-तापमान मिश्र धातु सामग्री।
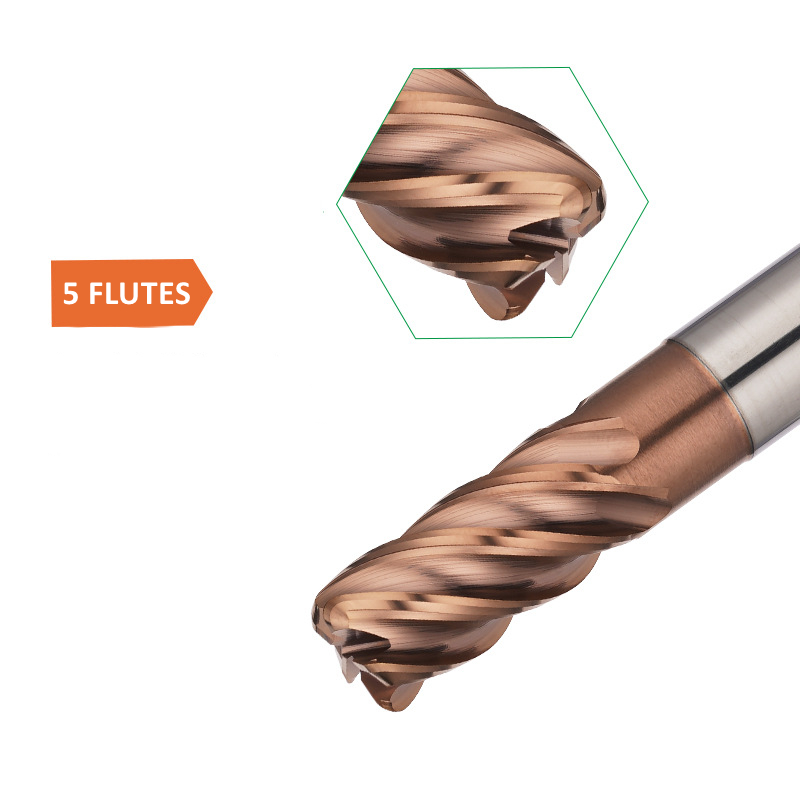
5-फ्लूट वाला डिज़ाइन 3-फ्लूट/4-फ्लूट वाले मिलिंग कटर की तुलना में 30%-40% अधिक तेज़ है।
भूकंपरोधी डिजाइन/अत्यंत उच्च धातु निष्कासन दर/कम आंतरिक तनाव
| बांसुरी का व्यास | डी6-डी12 | बांसुरी की लंबाई | 8-24 मिमी |
| बांसुरी का प्रकार | पेचदार | सामग्री | उच्च श्रेणी का टंगस्टन |
| कलई करना | हाँ | ब्रांड | एमएसके |
| प्रसंस्करण सीमा | टाइटेनियम मिश्रधातु, सुपरमिश्रधातु, फेराइट, निकेल धातु, उच्च तापमान वाले स्टेनलेस स्टील और निकेल-क्रोमियम-कोबाल्ट जैसी कठिन कटाई वाली सामग्री। | ||
| लागू मशीनें | मिलिंग मशीनें, सीएनसी मशीनिंग सेंटर, कंप्यूटर गोंग, उत्कीर्णन मशीनें | ||
विशेषता
1. टाइटेनियम/सुपरअलॉय जैसी कठोर कटाई वाली सामग्रियों के लिए विशेष।
संसाधित सामग्री के आंतरिक तनाव को कम करने के लिए उच्च चिकनाई और कम घर्षण गुणांक वाली कोटिंग से सुसज्जित।
2. ज्यामिति बांसुरी
उत्कृष्ट 5-ब्लेड यू-ग्रूव ज्यामितीय डिजाइन संसाधित की जाने वाली सामग्री के साथ संपर्क बिंदु को बढ़ा सकता है, साथ ही उपकरण की कठोरता को बढ़ा सकता है और उत्कृष्ट सतह खुरदरापन सुनिश्चित कर सकता है।
3. आयातित टंगस्टन स्टील बार
उच्च परिशुद्धता वाले शैंक क्लैम्पिंग सिस्टम के लिए विशेष रूप से डिज़ाइन किया गया, H5 की शैंक टॉलरेंस सटीकता।
4. चैम्फर डिज़ाइन
इसे आसानी से क्लैंप करने योग्य बनाएं।
5. भूकंपरोधी डिजाइन
अत्यंत उच्च धातु निष्कासन दर, कम आंतरिक तनाव, पारंपरिक 3-ब्लेड/4-ब्लेड मिलिंग कटरों की तुलना में 30%-40% अधिक तीव्र।
आवेदन पत्र:
एयरोस्पेस, सैन्य, यांत्रिक पुर्जे, ऑटोमोबाइल, विशेष इलेक्ट्रॉनिक संचार और अन्य क्षेत्र
खरीदार का नोट:
1. उपकरण का उपयोग करने से पहले, कृपया उपकरण के विक्षेपण को मापें। यदि उपकरण के विक्षेपण की सटीकता 0.01 मिमी से अधिक हो, तो काटने से पहले इसे ठीक कर लें।
2. चक से बाहर निकले हुए टूल की लंबाई जितनी कम होगी, उतना ही बेहतर होगा। यदि टूल अधिक बाहर निकला हुआ है, तो गति, फीड दर और कटाई की मात्रा को कम करने की आवश्यकता होगी।
3. कटाई के दौरान, यदि असामान्य कंपन या ध्वनि उत्पन्न हो, तो स्थिति में सुधार होने तक गति और कटाई की मात्रा कम कर दें।
4. स्टील को ठंडा करने के लिए स्प्रे और एयर जेट विधि बेहतर है, जिससे मिलिंग कटर का उपयोग प्रभाव बेहतर हो सकता है। टाइटेनियम मिश्र धातु और अन्य सुपरमिश्र धातुओं के लिए यह विधि उपयुक्त नहीं है।









