Kukuřičná poloměrová fréza pro vysokoteplotní slitiny na bázi niklu





POPIS PRODUKTU
Titan je notoricky známý jako obtížně obrobitelný materiál, zejména při agresivních drahách nástroje, jako jsou ty spojené s vysoce účinným frézováním (HEM). Tato fréza s rohovým poloměrem se používá speciálně pro zpracování materiálů v leteckém průmyslu. Používá dováženou wolframovou ocelovou tyč a má dlouhou životnost.
DOPORUČENÍ PRO POUŽITÍ V DÍLNÁCH
Titanová slitina TC18-21, ferit, slitiny s vysokým obsahem niklu nad 35 %, vysokoteplotní nerezová ocel, nikl-chrom-kobalt a další obtížně řezatelné vysokopevnostní titanové slitiny, vysokoteplotní slitinové materiály.
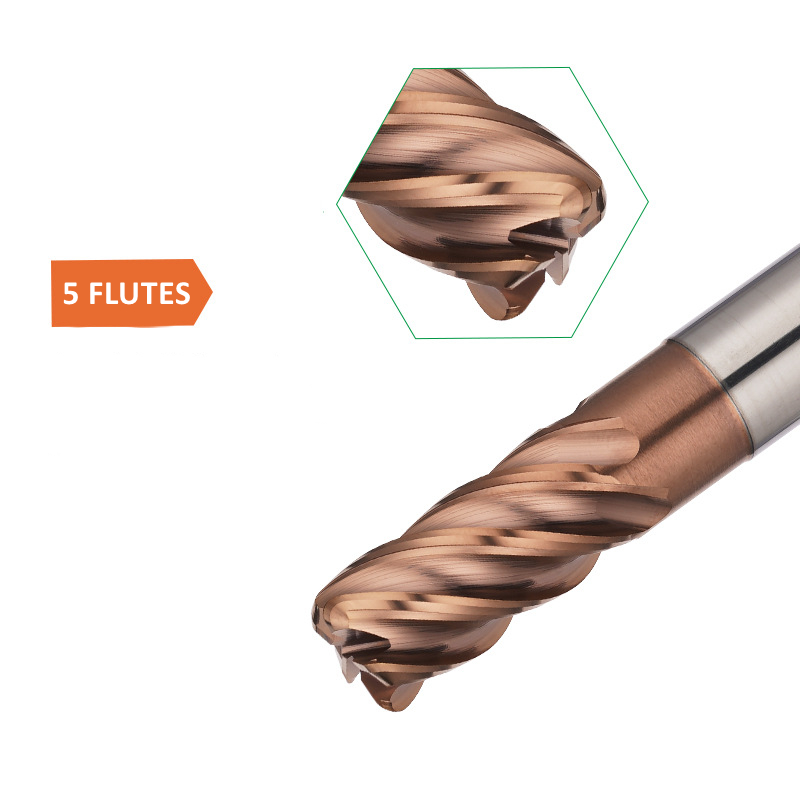
5břitá konstrukce je o 30–40 % rychlejší než 3břitá/4břitá fréza
Seismický design/Velmi vysoká rychlost odstraňování kovu/Nízké vnitřní pnutí
| Průměr drážky | D6–D12 | Délka flétny | 8–24 mm |
| Typ flétny | Šroubovitý | Materiál | Vysoce kvalitní wolfram |
| Povlak | Ano | Značka | MSK |
| Rozsah zpracování | Obtížně řezatelné materiály, jako jsou titanové slitiny, superslitiny, ferity, niklová tělesa, vysokoteplotní nerezové oceli a nikl-chrom-kobaltové slitiny | ||
| Použitelné stroje | Frézky, CNC obráběcí centra, počítačové gongy, gravírovací stroje | ||
FUNKCE
1. Speciální pro těžko obrobitelné materiály z titanu / superslitin
Vybaven povlakem s vysokým mazivem a nízkým koeficientem tření pro minimalizaci vnitřního pnutí zpracovávaného materiálu.
2. Geometrická flétna
Vynikající geometrický design drážky ve tvaru U s 5 břity dokáže zvýšit kontaktní bod s obráběným materiálem a zároveň zvýšit tuhost nástroje a zajistit vynikající drsnost povrchu.
3. Dovážená wolframová ocelová tyč
Přesnost tolerance stopky H5, speciálně navržená pro vysoce přesné upínací systémy stopky.
4. Návrh zkosení
Usnadněte upínání.
5. Seismický návrh
Ultravysoký úběr kovu, nízké vnitřní pnutí, o 30 %–40 % rychlejší než tradiční 3břité/4břité frézy
Aplikace:
Letecký a kosmický průmysl, armáda, mechanické součástky, automobily, speciální elektronická komunikace a další obory
Poznámka kupujícího:
1. Před použitím nástroje změřte jeho výchylku. Pokud přesnost výchylky nástroje přesáhne 0,01 mm, před řezáním ji upravte.
2. Čím kratší je délka nástroje vyčnívající ze sklíčidla, tím lépe. Pokud nástroj vyčnívá déle, je třeba snížit otáčky, posuv a množství řezu.
3. Pokud se během řezání objeví abnormální vibrace nebo zvuk, snižte rychlost a množství řezané hmoty, dokud se situace nezlepší.
4. Chlazení oceli je přednostně rozprašováním a proudem vzduchu, což může zlepšit účinnost frézy. Nedoporučují se titanové slitiny a jiné superslitiny.









