Spiralspetskranarär även kända som spetsgängtappar och kantgängtappar inom bearbetningsindustrin. Den viktigaste strukturella egenskapen hosskruvkranär det lutande och positivt konformade skruvspåret i den främre änden, som böjer skäret under skärning och släpper ut det till framsidan av tappen och mitten av skruvhålet.
På grund av sin speciella metod för spånborttagning,skruvkranundviker spånstörningar med den formade gängytan, så att kvaliteten på det färdiga gängade hålet är bättre än för ett vanligt rakt spår;
En grund spårstruktur säkerställer kylning och stärker vridmomentmotståndet vid gängtappsbearbetning, så att den kan ha en högre rotationshastighet och är lämplig för bearbetning av djupa genomgående gängor;
På grund av spånborttagningsmetoden för skruvtappen rekommenderas den för vertikal bearbetning och gängning av genomgående hål;
Generellt sett, jämfört med spiralgängtappar, kan livslängden på spiralgängtappar förlängas med minst en gång.
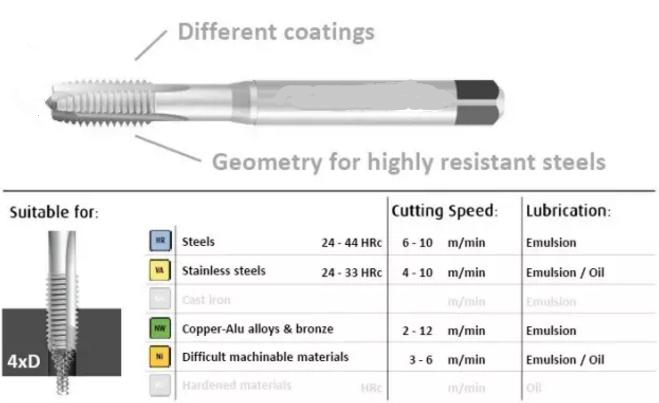
Bearbetningshårdhet: ≤32HRC; Rekommenderad hastighet: cirka 8~12m/min; Kylmedium: olja eller salva, emulsionskylning;
*Bearbetningshastigheten för de ytbelagda gängtapparna ökar motsvarande med 30 %
Gängtappskärparametrar och spårform Efter många skärtester har vi ställt in parametrarna för gängtapparna för bearbetning av rostfritt stål, låg-, medel- och högkolstål, aluminiumlegeringar, kopparlegeringar etc. Gängtapparna använder en fullständig slipningsprocess och spåret bearbetas i en gång. Gängorna bearbetas på importerade gängfräsar.
Publiceringstid: 14 juni 2022


