スパイラルポイントタップ機械加工業界では、チップタップやエッジタップとも呼ばれています。ねじ込み式タップ前端には傾斜した正テーパー形状のねじ先端溝があり、切削時に切削屑をカールさせてタップの前面とねじ穴の中心に排出する。
特殊なチップ除去方法により、ねじ込み式タップ切削屑が形成されたねじ山面に干渉するのを防ぐため、完成したねじ穴の品質は通常の直線溝よりも優れている。
浅い溝構造により、タップ加工時の冷却が確保され、トルク耐性が強化されるため、より高い回転速度を実現でき、深穴ねじの加工に適しています。
ねじ切りタップの切りくず除去方式の特性上、垂直加工や貫通穴ねじ切り加工に推奨されます。
一般的に、スパイラルフルートタップと比較して、スパイラルポイントタップの寿命は少なくとも1倍に延ばすことができます。
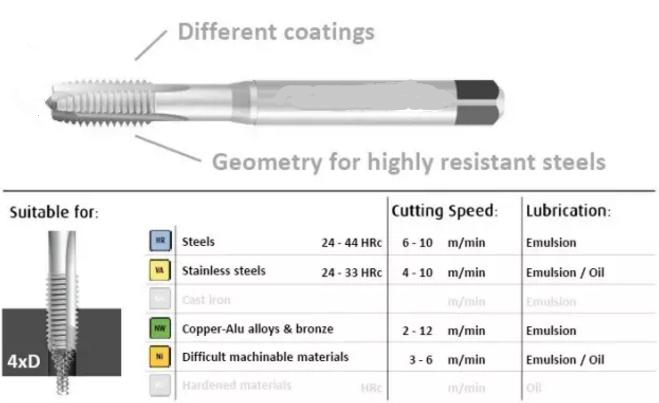
加工硬度:≤32HRC、推奨速度:約8~12m/分、冷却媒体:オイルまたは軟膏、乳化冷却
表面コーティングされたタップの加工速度は、それに応じて30%向上します。
タップの切削パラメータと溝形状 数々の切削試験を経て、ステンレス鋼、低炭素鋼、中炭素鋼、高炭素鋼、アルミニウム合金、銅合金などの加工に適したねじ切りタップのパラメータを設定しました。タップは全研削加工を採用し、溝は一度に加工されます。ねじ山は輸入ねじ切り機で加工されます。
投稿日時:2022年6月14日


