Špirálové bodové závitníkysú v obrábacom priemysle známe aj ako hrotové závitníky a hranové závitníky. Najvýznamnejším štrukturálnym prvkomzávitník so závitomje šikmá a pozitívne kužeľovitá drážka pre skrutkový hrot na prednom konci, ktorá počas rezania zvlňuje reznú hmotu a odvádza ju do prednej časti závitníka a do stredu otvoru pre skrutku.
Vďaka špeciálnej metóde odstraňovania triesok,závitník so závitomzabraňuje interferencii triesok s vytvoreným povrchom závitu, takže kvalita hotového závitového otvoru je lepšia ako u bežnej rovnej drážky;
Plytká drážková štruktúra zaisťuje chladenie a posilňuje odolnosť voči krútiacemu momentu pri obrábaní závitov, takže môže mať vyššiu rýchlosť otáčania a je vhodná na obrábanie hlbokých závitov priechodných otvorov;
Vďaka metóde odvádzania triesok zo závitníka so závitovou špičkou sa odporúča na vertikálne obrábanie a rezanie závitov do priechodných otvorov;
Vo všeobecnosti sa v porovnaní so špirálovými závitníkmi môže životnosť špirálových závitníkov predĺžiť najmenej 1-krát.
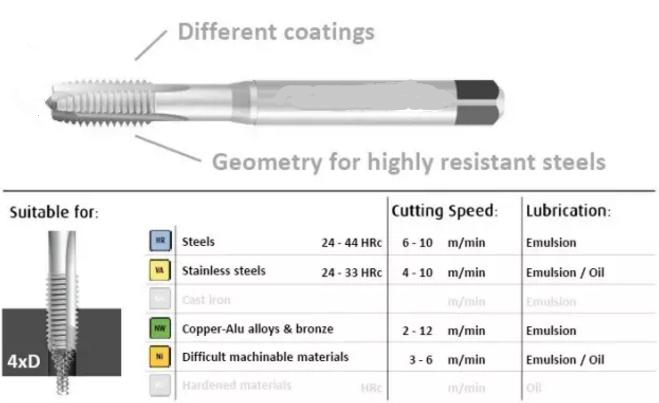
Tvrdosť pri obrábaní: ≤32HRC; Odporúčaná rýchlosť: približne 8~12 m/min; Chladiace médium: olej alebo masť, emulzné chladenie;
*Rýchlosť obrábania závitníkov s povrchovou úpravou sa zodpovedajúcim spôsobom zvyšuje o 30 %
Parametre rezania závitníkov a tvar drážky Po mnohých rezných testoch sme nastavili parametre závitníka so závitovou špičkou na spracovanie nehrdzavejúcej ocele, nízkouhlíkovej, stredneuhlíkovej a vysokouhlíkovej ocele, hliníkových zliatin, zliatin medi atď. Závitník využíva proces úplného brúsenia a drážka sa spracováva naraz. Závity sa spracovávajú na dovážaných závitorezbárňach.
Čas uverejnenia: 14. júna 2022


