Gwinty spiralneW przemyśle obróbki skrawaniem znane są również jako gwintowniki ostrzowe i krawędziowe. Najważniejszą cechą konstrukcyjnągwintownik śrubowyjest to pochyły i stożkowy rowek w kształcie śruby na przednim końcu, który zwija skrawanie podczas skrawania i odprowadza je do przodu gwintownika i środka otworu śruby.
Ze względu na specjalną metodę usuwania wiórów,gwintownik śrubowyzapobiega kolizji wiórów z powierzchnią gwintu, dzięki czemu jakość gotowego otworu gwintowanego jest lepsza niż w przypadku zwykłego rowka prostego;
Płytka struktura rowka zapewnia chłodzenie i wzmacnia odporność na moment obrotowy podczas obróbki gwintowników, dzięki czemu mogą one mieć wyższą prędkość obrotową i nadają się do obróbki głębokich gwintów przelotowych;
Ze względu na sposób usuwania wiórów przez gwintownik z końcówką śrubową, jest on zalecany do obróbki pionowej i gwintowania otworów przelotowych;
Ogólnie rzecz biorąc, w porównaniu z gwintownikami o spiralnych rowkach wiórowych, żywotność gwintowników o spiralnej powierzchni wierzchołkowej może być dłuższa co najmniej 1-krotnie.
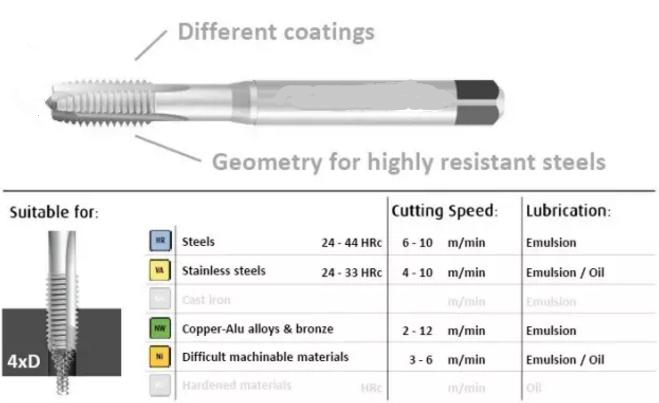
Twardość obróbki: ≤32HRC; Zalecana prędkość: ok. 8~12m/min; Medium chłodzące: olej lub maść, chłodzenie emulsyjne;
*Prędkość obróbki gwintowników z powłoką powierzchniową wzrasta odpowiednio o 30%
Parametry skrawania gwintownika i kształt rowka. Po wielu testach skrawania, opracowaliśmy parametry gwintownika z punktem gwintowania do obróbki stali nierdzewnej, stali nisko-, średnio- i wysokowęglowej, stopów aluminium, stopów miedzi itp. Gwintownik jest poddawany pełnemu procesowi szlifowania, a rowek jest obrabiany jednorazowo. Gwinty są obrabiane na importowanych frezarkach do gwintów.
Czas publikacji: 14 czerwca 2022 r.


