DIN338 HSSCO M35 Двокрајни вртежни дупчалки 3.0-5.2mm


ОПИС НА ПРОИЗВОДОТ
Карактеристики:
1. Погодно за дупчење дупки во не'рѓосувачки челик, челик за калап, легура на алуминиум, леано железо, бакар, поцинкувани цевки и други метални материјали
2. Висока цврстина, отпорност на абење, точно позиционирање, добро отстранување на струготини и висока ефикасност
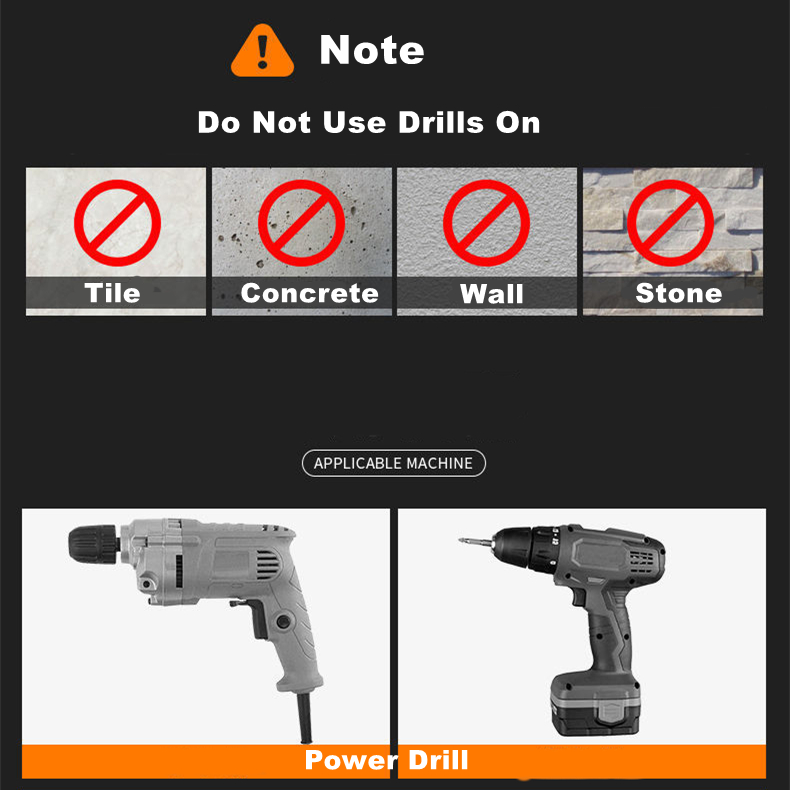
3. Може да се користи само ладно валан челик, калениот и калениот челик се строго забранети.
ПРЕПОРАКА ЗА УПОТРЕБА ВО РАБОТИЛНИЦИ

| Дијаметар | Вкупна должина | Должина на флејтата | Парчиња/кутија |
| 3,0 мм | 45 мм | 15,5 мм | 10 |
| 3,2 мм | 49 мм | 16мм | 10 |
| 3,5 мм | 52 мм | 17мм | 10 |
| 4,0 мм | 53 мм | 17,5 мм | 10 |
| 4,2 мм | 55 мм | 18,5 мм | 10 |
| 4,5 мм | 55 мм | 18,5 мм | 10 |
| 5,0 мм | 60 мм | 20 мм | 10 |
| 5,2 мм | 60 мм | 20 мм | 10 |
| Бренд | МСКТ | Обложување | No |
| Име на производ | Двострана вртечка дупчалка | Стандарден | DIN338 |
| Материјал | ХССКО | Користете | Рачна дупчалка |
Забелешка
Совети за работа со електрична вежба:
1. Не се препорачува литиумска електрична дупчалка од 12V поради нискиот вртежен момент, се препорачува литиумска електрична дупчалка од 24V и 48V.
2. При дупчење, бургијата и плочата од не'рѓосувачки челик се под агол од 90 степени,
3. Ако дупката е поголема од 6 мм, прво користете дупчалка од 3,2-4 мм за да издупчите мала дупка, а потоа користете голема дупчалка за да ја проширите дупката.
4. Електричната дупчалка мора да ја стегне двојната дупчалка. Колку е пократок изложениот дел, толку подобро. Сечилото на дупчалката не мора да биде премногу остра или премногу остра.
5. Брзината на електричната дупчалка треба да биде помеѓу 800-1500. Ефектот не треба да биде преголем.
6. Пред да дупчите дупка, можете да користите примерок дупчалка (или шајка наместо тоа) за прво да ја дупчите централната точка во положбата за дупчење, а бургијата нема да отстапува.