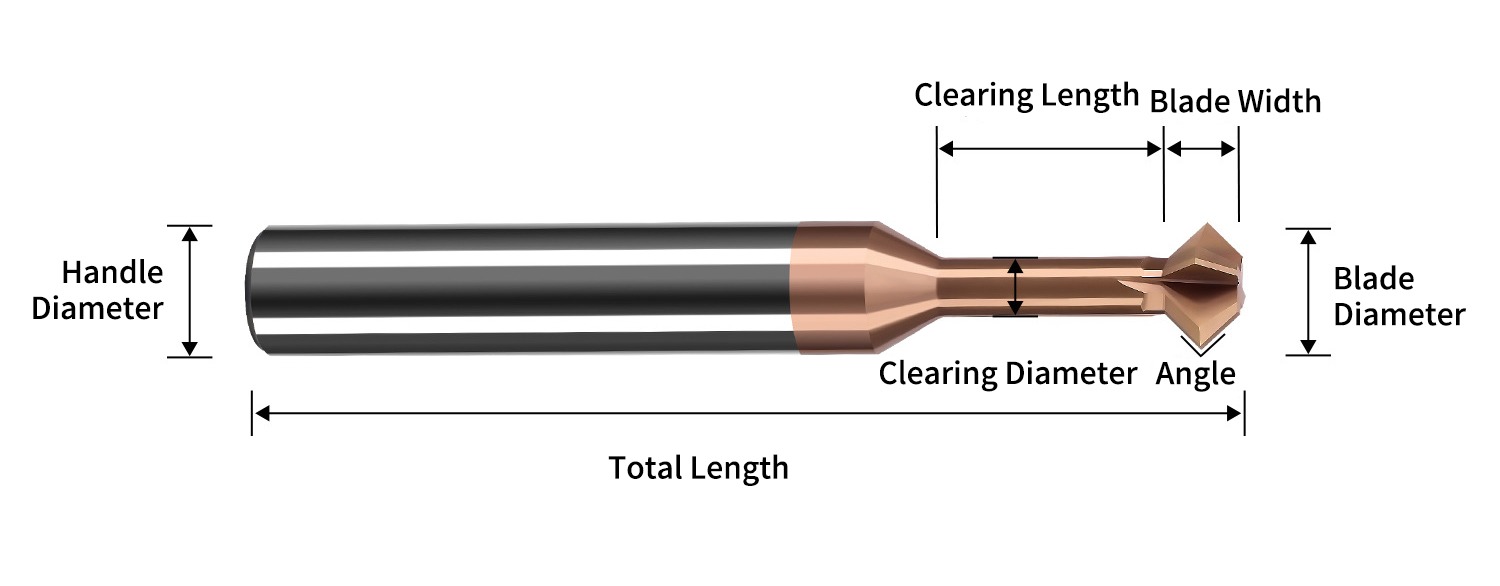
Fassungsinstrument







Speziell fir effizient CNC-Fräsen an -Dréien entwéckelt, huet dës Wolframstol-Ennfräs eng Véierkantstruktur an eng TiSiN-Beschichtung, déi präzis 90°-Afräsen an e glatt Entgraten op Stol, Aluminium a Legierungsmaterialien garantéiert. Seng verbreet Spanentfernungsrillen an déi ofgeschwächt Schneidkant suergen fir eng exzellent Spanentfernungsfäegkeet an Haltbarkeet, wat eng stabil Vervollstännegung vu souwuel viischten wéi och hënneschten Afräsen erméiglecht, och bei komplexen Déiflächer-Wierkstécker, wat d'Produktiounseffizienz an d'Veraarbechtungsqualitéit däitlech verbessert.
Wichteg Attributer
| Produktnumm | 90-Grad-Afschrägungsinstrument | Mark | Oblast Moskau |
| Beschichtung | TiSiN-Beschichtung | Zuel vun de Schneidkanten | Véier Schneidkanten |
| Uwendbar Materialien | Gewéinleche Stol, Edelstahl, Goss, Kuelestol, etc. | Uwendbar Ausrüstung | CNC-Bearbeitungszentren, Gravurmaschinnen, Präzisiounsgravéiermaschinnen, etc. - Héichgeschwindegkeetsmaschinnen |
| Beschichtung | Komposit-Nanomaterial | HRC | 55HRC |
| Material | Hartlegierung | Ënnerstëtzung vun der Personaliséierung | OEM |
| Uwendbar Maschinn | Vertikal Fräsmaschinn, horizontal Fräsmaschinn | Schnëttrichtung | Konventionellt Fräsen |
| Längt vun der Schneidkant | / | Ursprungsplaz | Tianjin, China |
| Modellnummer | MSKDT | Mark | MSK |
| Schneidhärte | hrc55, hrc45 | Effektiv Schnëttlängt | / |
| Form vum Trog | 4 Flütten | Helixwénkel | / |
| Garantiezäit | 3 Méint | Produktnumm | Abschrägungsinstrument |
| Applikatioun | CNC-Fräsen | Verpackung | 1 Stéck / Plastikkëscht |
| Flütt | 4 | Typ | Fräsmaschinn |
| Gëeegent | Koffer, Goss, Kuelestol, Formstol | Mindestbestellquantitéit | Zéng Artikelen |
| Virdeeler | Scharf Schneidkant | Gebrauchsanweisung | Allgemeng Héichgeschwindegkeetsschneiden |
| Faarf | Metallesch Faarf | ||
Produktmerkmale


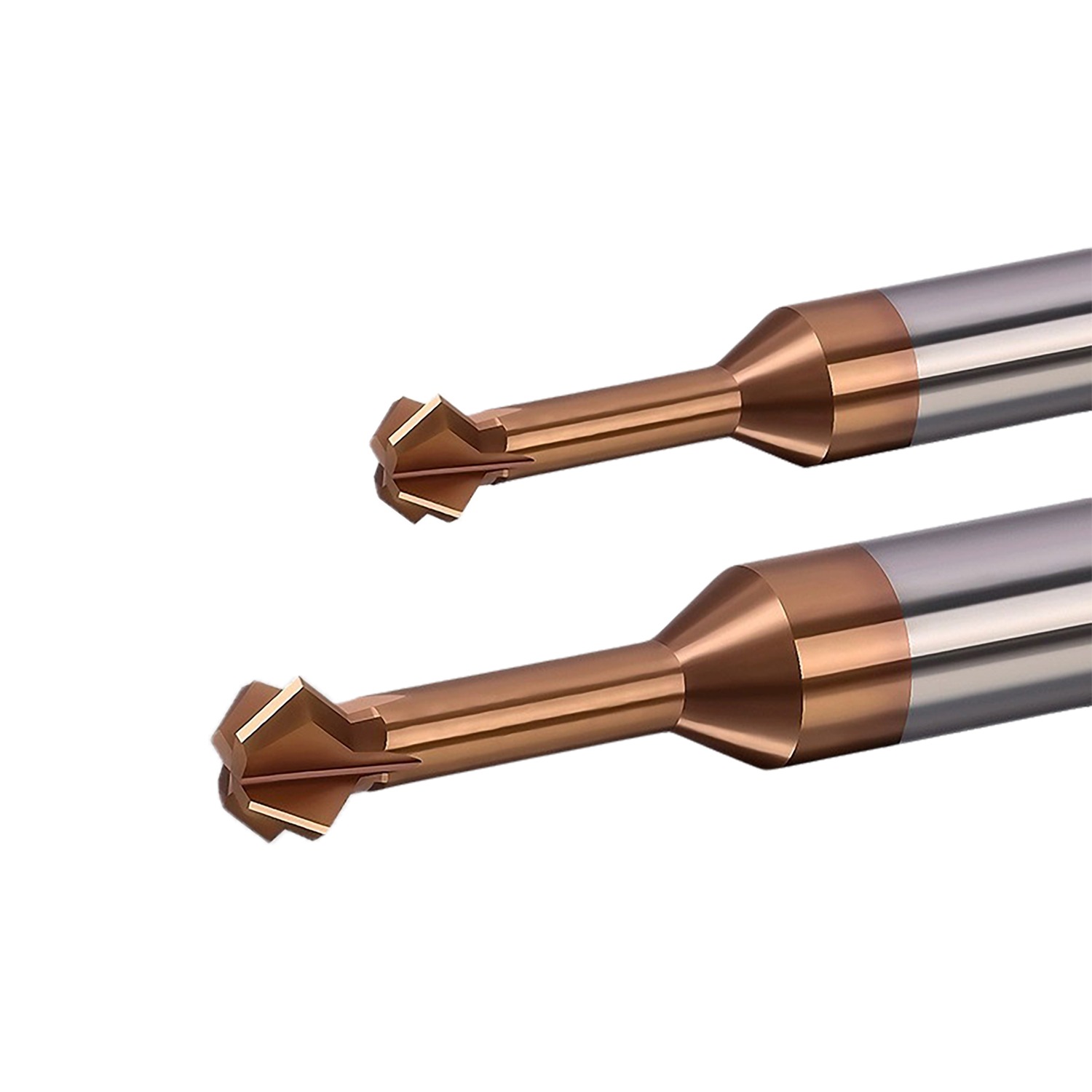
Wolframstahlfräs
Erreecht e perfekte Wénkel vun 90°. Benotzt eis integréiert Fräsmaschinn aus Hartlegierung fir d'Afräsen an d'präzis Entgraten vun de Kanten. Dëst Tool huet en robuste véierkantegen Design an eng verschleißbeständeg Beschichtung, déi eng aussergewéinlech Haltbarkeet garantéiert an eng exzellent Uewerflächenoptik op Stol, Aluminium a Legierungsmaterialien liwwert. Perfekt fir effizient CNC-Fräs- an Dréibearbechtungen.
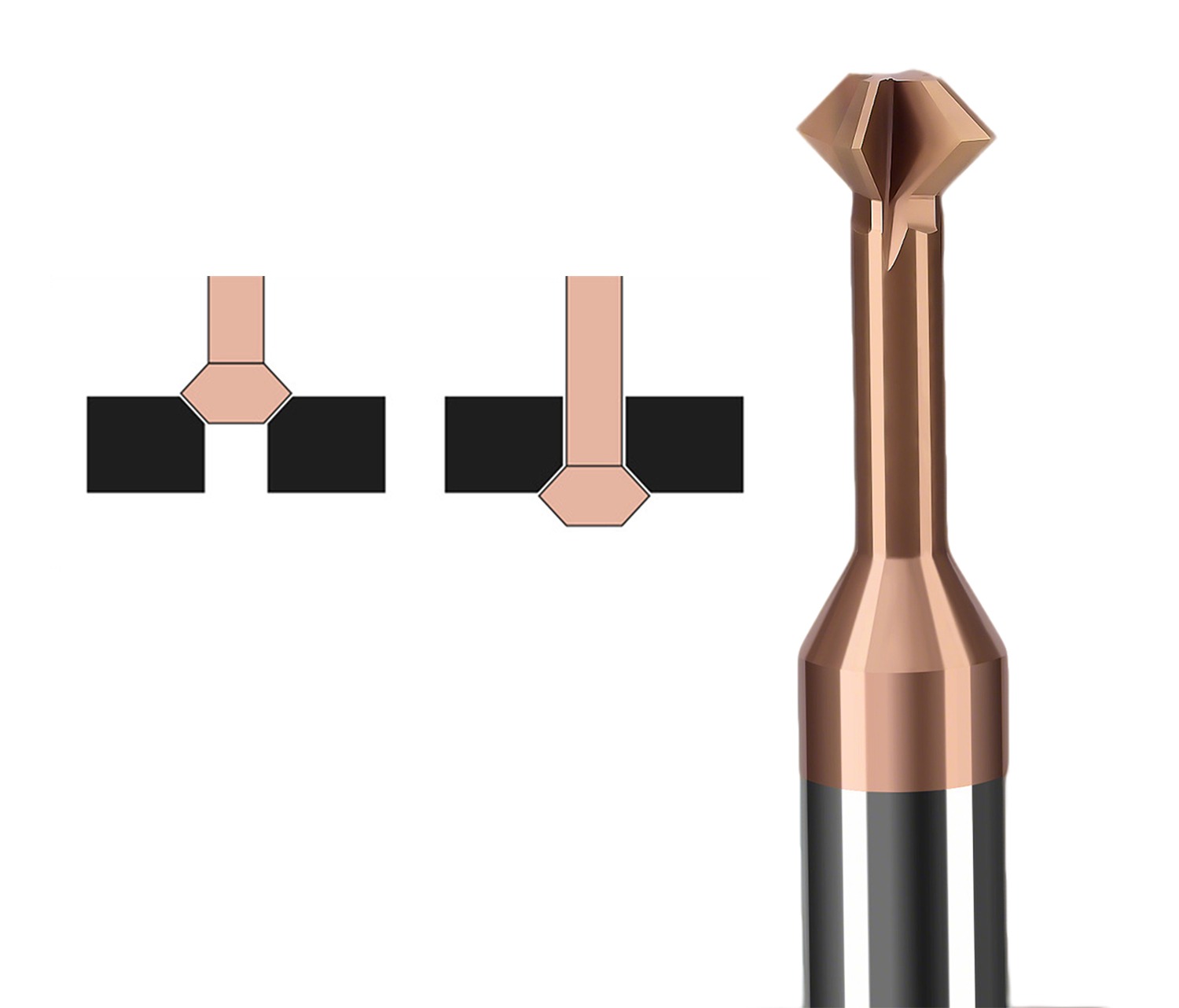
Positiv an negativ Fasen
Fir komplex Formen vun Werkstécker kënnen positiv an negativ Fasungen ugewannt ginn, inklusiv der Fasung fir Déiflächerwerkstécker.
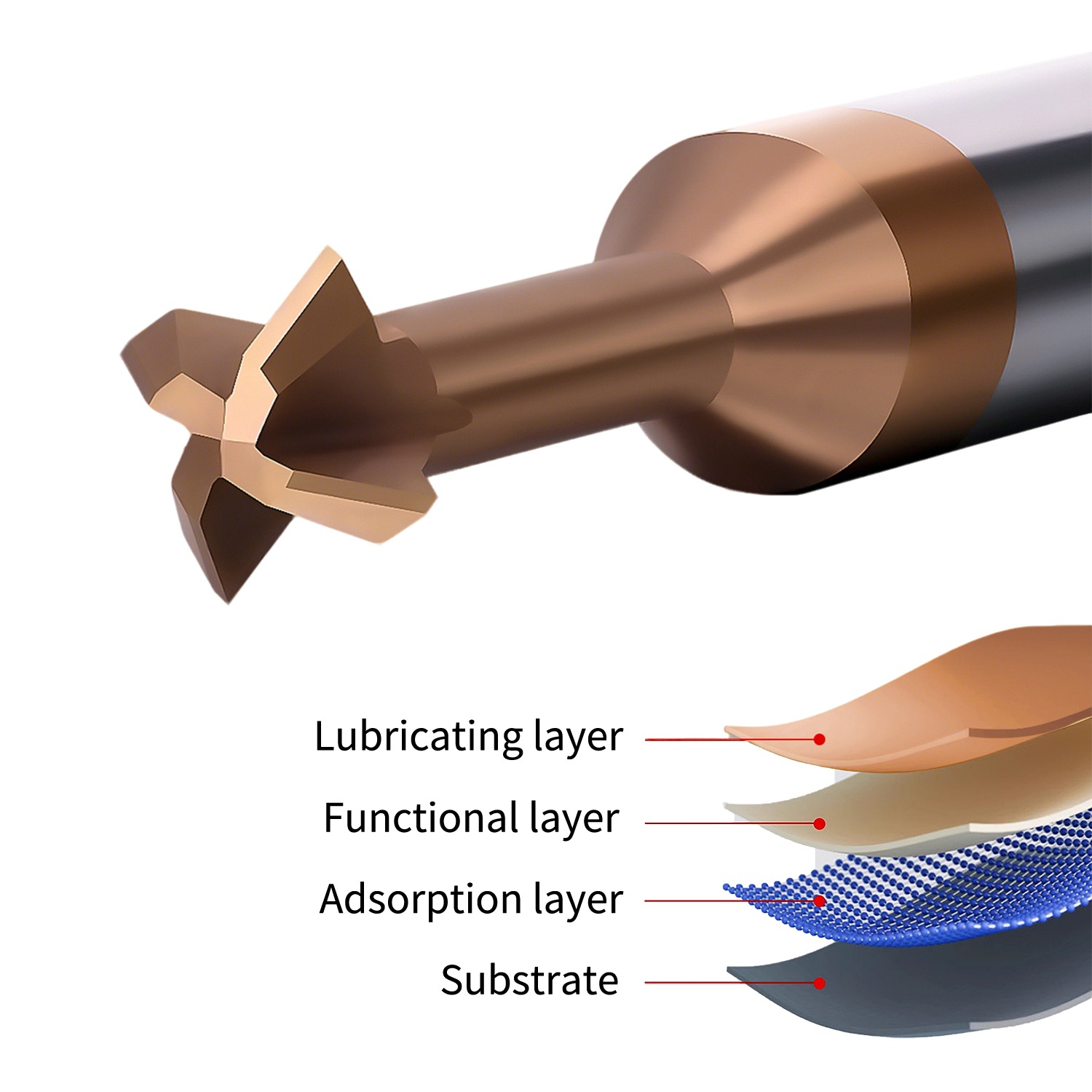
TiSiN-Beschichtung
Déi verbessert Beschichtung verbessert d'Verschleißbeständegkeet, garantéiert datt d'Schneidkant beim schnelle Fräsen schaarf an onbeschiedegt bleift, a bitt eng exzellent Haltbarkeet.
Héich Spanentfernungskapazitéit
Voll Schleifspiralnut
Verbreeten Design fir d'Spanentfernung mat gerader Nut, vermeit Problemer wéi Verstoppung a Splitteren vun Tools an verbessert d'Produktiounseffizienz däitlech.
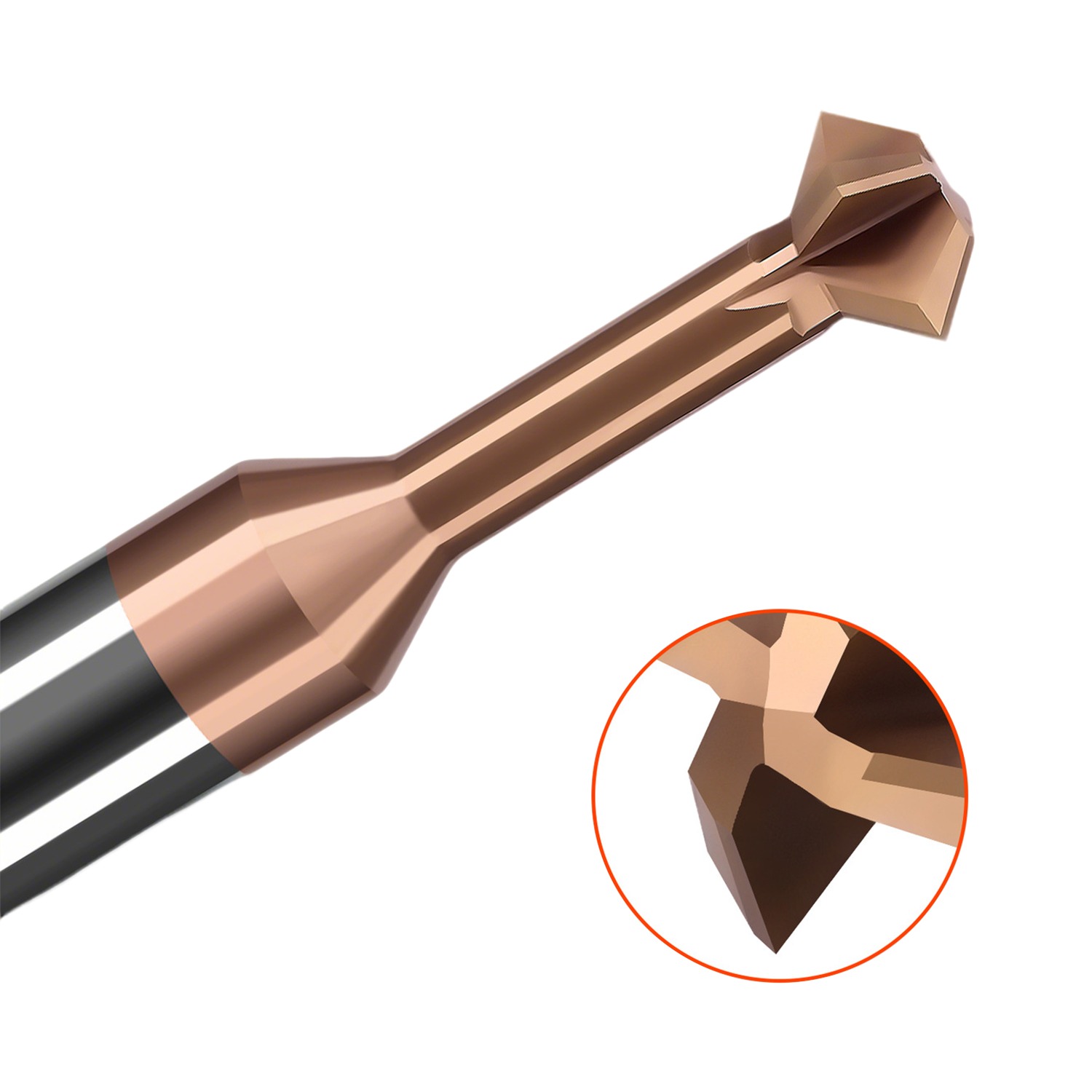
Eenzegaarteg Zännform Design
Glat Schnëtt, keng Spanopbau, exzellent Stabilitéit, gëeegent fir grouss Gewënnveraarbechtung.
Passivatiounsbehandlung
Nodeems d'Klingen dem Passivéierungsprozess ënnerworf ass, ginn, wann se ënner der Vergréisserungsausrüstung observéiert ginn, keng kleng Mängel festgestallt. Dëst verbessert d'Haltbarkeet vum Schnëttinstrument an d'Uewerflächenfinish vun de veraarbechte Produkter.

Virdeeler
1. Allround Veraarbechtung, mat aussergewéinlecher Präzisioun
Erreecht perfekt 90°: Optimiséiert fir präzis Ofräumung an Entgratung vu Kanten, erméiglecht et ouni Ustrengung héichqualitativ rechtwénkleg Konturen.
Balance vu positiven a negativen Fasen: Den eenzegaartegen Design vun de Kanten erméiglecht souwuel eng viischt wéi och eng hënnescht Fasung, wat de Veraarbechtungsberäich däitlech erweidert. Et ass besonnesch gëeegent fir komplex geformte Werkstécker an Déiflächerfasung a léist doduerch d'Veraarbechtungsproblemer, déi traditionell Tools net erreeche kënnen.
2. Aussergewéinlech haltbar, mat enger laanger Liewensdauer
Robust Véierkant-Design: Bitt exzellent Werkzeugsteifigkeit a Stabilitéit, verdeelt d'Schnëttkräften a reduzéiert d'Belaaschtung op enger eenzeger Schnëttkant.
Verbessert TiSiN Beschichtung: Verbessert d'Verschleißbeständegkeet an d'Oxidatiounsbeständegkeet däitlech. Beim Héichgeschwindegkeetsfräsen kann et d'Schärft vun der Schneidkant effektiv erhalen, Ofsplitteren an thermesche Verschleiung verhënneren an d'Liewensdauer vum Schnëttwierkszeug däitlech verlängeren.
Kantenhärtungsbehandlung: Duerch e präzise Härtungsprozess ginn mikroskopesch Defekter (wéi Graten a Mikrofrakturen) eliminéiert, wouduerch d'Kanteuewerfläch méi glat a méi robust gëtt. Dëst verbessert net nëmmen d'Schlagfestigkeit an d'Haltbarkeet vum Tool selwer, mee féiert och direkt zu enger besserer Uewerflächenqualitéit vum Werkstéck.
3. D'Spanentfernung ass reibungslos, stabil an effizient.
Breet Spanentfernungsdesign mat riichter Schlitz: Kombinéiert mat der voller Schleifspiralnut gëtt e grousse a glatte Spanentfernungskanal geformt. Dëst kann effektiv Spanhaften, Akkumulatioun a Verschränkung verhënneren, wouduerch d'Optriede vu Spanabschnitzen, Iwwerhëtzung a Verschlechterung vun der Veraarbechtungsqualitéit duerch schlecht Spanentfernung grondsätzlech verhënnert gëtt.
Eenzegaarteg Zännformdesign: Optimiséiert fir d'Veraarbechtung vu Gewënn a komplexe Konturen, wat e reibungslosen a stabile Schnëttprozess mat reduzéierter Spanopbau garantéiert a eng exzellent Stabilitéit bei groussflächeger kontinuéierlecher Veraarbechtung garantéiert.
4. Breet uwendbar a verlässlech Leeschtung
Kompatibilitéit mat verschiddene Materialien: Optimiséiert fir Leeschtung, kann et op Stol, Aluminium a verschiddene Legierungsmaterialien exceléieren, wouduerch et eng exzellent Uewerflächenveraarbechtungsqualitéit erreecht.
Kompatibilitéit mat verschiddene Prozesser: Et ass net nëmmen op d'Affassung an d'Entgratung op CNC-Fräsmaschinnen uwendbar, mä seng Stabilitéit mécht et och gëeegent fir effizient kombinéiert Dréi- a Fräsprozesser souwéi fir groussflächeg Gewënnveraarbechtung.
Firwat eis wielen

Fabrécksprofil






FAQs
Q1. Wat sinn d'Virdeeler vum Véierkanten-Design vun dëser Wolframstol-Ennfräs?
A: Den Design mat véier Kanten bitt exzellent Steifheet a Stabilitéit, wat en besonnesch gëeegent mécht fir präzis Ofräumen an Entgraten vun de Kanten. Seng robust Struktur kann effektiv géint Schnëttkräften widderstoen, wat eng exzellent Uewerflächenqualitéit a Dimensiounsgenauegkeet op Stol, Aluminium a Legierungsmaterialien garantéiert. En ass besonnesch gëeegent fir effizient CNC-Fräs- an Dréibearbechtungen.
Q2. Op wat bezitt sech d'Funktioun "positiv an negativ Fasung" vum Schnëttwierkzell?
A: D'Funktioun "positiv an negativ Fasung" bedeit, datt dës Fräs net nëmmen déi konventionell Fasung vun der baussenzeger Kant oder der Uewerfläch ausféiere kann, mä och säin eenzegaartegen Design vun de Blieder erméiglecht et, no bannen oder no hannen Fasungen op komplexe Werkstécker (wéi d'Innerewänn vun déiwe Lächer oder d'Récksäite vu gestaffelte Strukturen) auszeféieren, wat den Uwendungsberäich vum Prozess däitlech erweidert an et erméiglecht, datt verschidde Operatiounen an engem Setup ofgeschloss kënne ginn.
Q3. Wéi eng Leeschtungsverbesserunge goufen duerch d'Moderniséierung vun der TiSiN-Beschichtung bruecht?
A: Déi verbessert TiSiN (Nitriertitan) Beschichtung weist eng extrem héich Häert an exzellent Hëtztbeständegkeet op. Si verbessert d'Verschleissbeständegkeet vum Schnëttwierkzeug däitlech, sou datt et och beim schnelle Fräsen eng laang Zäit schaarf Schneidkant behält. Si verhënnert effektiv datt d'Beschichtung ofblättert a Rëss an der Klingenkant optrieden, wouduerch eng aussergewéinlech Haltbarkeet an eng gläichméisseg Veraarbechtung garantéiert gëtt.
Q4. Wéi hëlleft den Design vu volle Schleifspiralen a verbreeten riichte Rillen d'Veraarbechtungseffizienz ze verbesseren?
A: Déi spiralfërmeg Nuten, déi duerch de komplette Schleifprozess geformt ginn, hunn eng exzellent Uewerflächenqualitéit a geometresch Genauegkeet. Kombinéiert mam verbreeten riichte Nutendesign erstellt et e gréissere Spanentladungsraum an e méi glaten Spanentladungswee, wat eng séier Entfernung vu Spanen erméiglecht. Dëst vermeit grondsätzlech Problemer wéi d'Verknëppung vum Werkzeug mat Spanen, exzessiv Temperatur, Spanoflagerungen a souguer Werkzeugbroch, déi duerch schlecht Spanentladung verursaacht ginn, an erhéicht doduerch d'Veraarbechtungseffizienz an d'Sécherheet däitlech.
Q5. Firwat gëtt d'Uewerfläch vun der Klingen mat Passivatioun behandelt? Wat sinn déi praktesch Virdeeler vun dësem Prozess?
A: Passivatiounsbehandlung ass e präzise Mikroschleifprozess fir d'Klingenkant, mat dem Zil mikroskopesch Defekter wéi siichtbar Mikrosplécken a Graten ënner engem Mikroskop ze entfernen, sou datt d'Klingenkant gläichméisseg a glat kleng Béi bildt. Dëst kann den initialen Verschleiss a Mikrofrakturen während dem Schnëttprozess däitlech reduzéieren, wat d'Haltbarkeet (Liewensdauer) vum Tool direkt verbessert, wärend d'Reibung an d'Vibratioun während der Veraarbechtung reduzéiert ginn, wouduerch eng besser Uewerflächenfinish vum Werkstéck erreecht gëtt.






