Í nákvæmnivinnslu hefur samhverfa staðsetningar og klemmu vinnustykkisins bein áhrif á nákvæmni vinnslunnar og stöðugleika ferlisins. Hefðbundnir skrúfstykki nota einhliða klemmuaðferð sem leiðir auðveldlega til miðjufærslu vinnustykkisins og safnar upp staðsetningarvillum við endurtekna klemmu. Á undanförnum árum hefur...Sjálfmiðjandi skrúfstykkiSem nýstárleg vara sem nær samhverfri miðjuklemmu hefur ZnP orðið lykilvinnslubúnaður í nákvæmum aðstæðum eins og mótframleiðslu og nákvæmri vinnslu hluta vegna kjarnakosta eins og tvíátta samstilltrar hreyfingar og stöðugrar miðjustöðu.
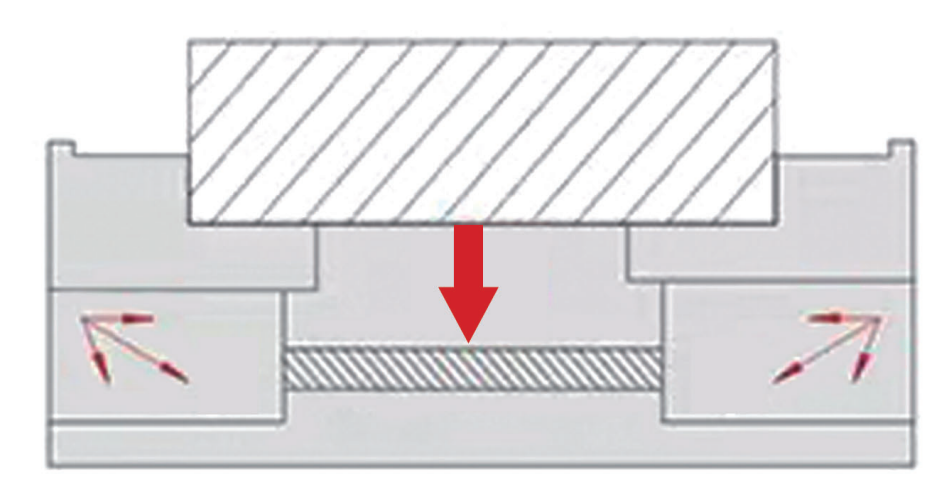
Kjarninn í tækni sjálfmiðjandi skrúfstykkisins liggur í tvíátta samstilltri gírskiptingu þess. Ólíkt hefðbundinni skrúfstykkishönnun þar sem önnur hliðin er föst en hin hliðin hreyfist, notar þessi vara nákvæman leiðarskrúfu eða gírstöng til að láta báða kjálkana hreyfast samtímis á jöfnum hraða að miðjunni. Óháð breytingum á stærð vinnustykkisins fellur miðlína þess alltaf saman við miðlínu skrúfstykkisins. Þessi hönnun leysir í grundvallaratriðum vandamálið með frávik vinnustykkisins sem stafar af einhliða klemmu í hefðbundnum skrúfstykkjum.
Sem dæmi má nefna nýjustu gerðina sem þróuð hefur verið í greininni og notar hún nákvæma trapisulaga leiðarskrúfu og vinstri/hægri skrúfuþráðartækni til að knýja báða kjálkana til að hreyfast í gagnstæðar áttir samtímis í gegnum eina leiðarskrúfu og ná þannig fram nákvæmlega samstilltri tilfærslu. Leiðarfletir kjálkans eru nákvæmnisslípaðir og búnir slitþolnum koparhylkjum til að tryggja mjúka hreyfingu og stýrða bilun við langvarandi notkun. Tvíátta klemmukrafturinn getur náð yfir 25 kN, með fullkomlega jöfnum klemmukrafti á báðum hliðum, sem veitir jafnvægi og stöðugt ferlisviðmið fyrir nákvæma vinnslu.
Í samhengi við útbreidda notkun snjallrar framleiðslu og sveigjanlegra framleiðslueininga hefur skilvirkni skipta um búnað orðið lykilþáttur sem takmarkar sveigjanleika framleiðslulína. Samstilltur miðjustillingarskrúfstöng, með stöðugri miðjustillingu, einföldar skiptingar- og uppsetningarferlið verulega. Starfsmenn þurfa aðeins að stilla kjálkaopnunina í samræmi við breidd vinnustykkisins, sem útrýmir þörfinni fyrir endurtekna kvörðun á mælikvarða. Skiptingartíminn styttist í 1-2 mínútur, sem bætir skilvirkni um meira en 70% samanborið við hefðbundnar aðferðir.
Tækninýjungar í samstilltum miðjusetningarskrúfstöngum munu þróast eftir tveimur áttum: snjöllum skynjunarbúnaði og mátbyggingu. Á snjallstigi gerir samþætting innbyggðra kraftskynjara, tilfærsluskynjara og RFID auðkenningartækni skrúfstönginni kleift að nema klemmustöðu í rauntíma og passa sjálfkrafa við ferlisbreytur, sem veitir gagnaaðstoð fyrir aðlögunarhæfa vinnslu og fyrirbyggjandi viðhald. Á mátstigi gerir hraðskipta kjálkakerfið og fjölstöðvagrunnshönnunin kleift að aðlaga sama skrúfstöngina fljótt að vinnustykkjum af mismunandi stærðum og gerðum, sem bætir verulega nýtingu búnaðar og sveigjanleika í framleiðslulínum.
Birtingartími: 11. mars 2026


