En el camp del mecanitzat de precisió, la simetria del posicionament i la subjecció de la peça afecta directament la precisió del mecanitzat i l'estabilitat del procés. Els cargols tradicionals utilitzen un mètode de subjecció mòbil d'un sol costat, que fàcilment condueix a un desplaçament del centre de la peça, acumulant errors de posicionament durant la subjecció repetida. En els darrers anys, laTorn de banco autocentrant, com a producte innovador que aconsegueix una subjecció simètrica al centratge, s'ha convertit en un equip de procés clau en escenaris d'alta precisió com la fabricació de motlles i el mecanitzat de peces de precisió a causa dels seus avantatges principals, com ara el moviment síncron bidireccional i el posicionament central constant.
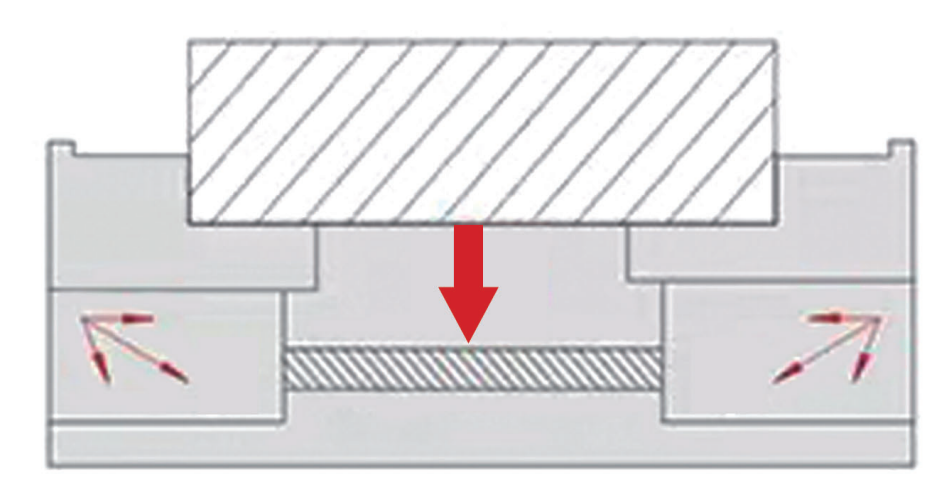
El principal avenç tecnològic del cargol autocentrant rau en el seu mecanisme de transmissió síncron bidireccional. A diferència del disseny convencional del cargol, on un costat està fix i l'altre es mou, aquest producte utilitza un cargol de precisió o un mecanisme de cremallera per fer que les dues mandíbules es moguin cap al centre a una velocitat uniforme simultàniament. Independentment dels canvis en la mida de la peça, la seva línia central sempre coincideix amb la línia central del cargol. Aquest disseny resol fonamentalment el problema de desplaçament de la peça causat per la subjecció d'un sol costat en els cargols tradicionals.
Prenent com a exemple el model més recent desenvolupat a la indústria, utilitza un cargol trapezoïdal d'alta precisió i una tecnologia de rosca helicoïdal esquerra/dreta per impulsar les dues mandíbules i moure's en direccions oposades simultàniament a través d'un únic cargol, aconseguint un desplaçament estrictament síncron. Les superfícies de guia de les mandíbules estan rectificades amb precisió i equipades amb casquets de coure resistents al desgast per garantir un moviment suau i una folgança controlable durant l'ús a llarg termini. La força de subjecció bidireccional pot arribar a superar els 25 kN, amb una força de subjecció completament consistent a banda i banda, proporcionant un punt de referència de procés equilibrat i estable per al mecanitzat de precisió.
En el context de l'adopció generalitzada de la fabricació intel·ligent i les unitats de fabricació flexibles, l'eficiència del canvi d'equips s'ha convertit en un factor clau que restringeix la flexibilitat de la línia de producció. El cargol de centratge síncron, amb la seva característica de centratge constant, simplifica significativament el procés de canvi i configuració. Els operadors només han d'ajustar l'obertura de la mandíbula segons l'amplada de la peça, eliminant la necessitat de calibrar repetidament el comparador de dial. El temps de canvi es redueix a 1-2 minuts, millorant l'eficiència en més d'un 70% en comparació amb els mètodes tradicionals.
La innovació tecnològica en el cargol de centratge síncron avançarà en dues línies: la detecció intel·ligent i el disseny modular. A nivell intel·ligent, la integració de sensors de força integrats, sensors de desplaçament i tecnologia d'identificació RFID permet que el cargol detecti l'estat de subjecció en temps real i coincideixi automàticament amb els paràmetres del procés, proporcionant suport de dades per al mecanitzat adaptatiu i el manteniment predictiu. A nivell modular, el sistema de mandíbula de canvi ràpid i el disseny de la base multiestació permeten que el mateix cargol s'adapti ràpidament a peces de diferents formes i mides, millorant significativament la utilització de l'equip i la flexibilitat de la línia de producció.
Data de publicació: 11 de març de 2026


