Skásett tól







Þessi endfræsari úr wolframstáli er sérstaklega hannaður fyrir skilvirka CNC-fræsingu og beygju og er með fjögurra kanta uppbyggingu og TiSiN húðun, sem tryggir nákvæmar 90° afskurð og mjúka afgrátun á stáli, áli og málmblönduðum efnum. Breiðari spónafjarlægingargrópar og sljór skurðbrún veita framúrskarandi spónafjarlægingargetu og endingu, sem gerir kleift að klára bæði fram- og afturafskurð, jafnvel fyrir flókin djúpholuverk, sem eykur framleiðslugetu og vinnslugæði verulega.
Mikilvægir eiginleikar
| Vöruheiti | 90 gráðu afskurðarverkfæri | Vörumerki | Moskvuhéraðið |
| Húðun | TiSiN húðun | Fjöldi skurðbrúna | Fjórar skurðbrúnir |
| Viðeigandi efni | Algengt stál, ryðfríu stáli, steypujárn, kolefnisstál o.s.frv. | Viðeigandi búnaður | CNC vinnslumiðstöðvar, leturgröfturvélar, nákvæmnisgrafvélar, o.s.frv. - hraðvirkar vélar |
| Húðun | Samsett nanóefni | HRC | 55HRC |
| Efni | Harð málmblöndu | Stuðningur við sérstillingar | OEM |
| Viðeigandi vél | Lóðrétt fræsivél, lárétt fræsivél | Skurðarátt | Hefðbundin fræsun |
| Lengd skurðbrúnarinnar | / | Upprunastaður | Tianjin, Kína |
| Gerðarnúmer | MSKDT | vörumerki | MSK |
| Skurðarhörku | klst. 55, klst. 45 | Virk skurðarlengd | / |
| Lag trogsins | 4 flautur | helixhorn | / |
| Ábyrgðartímabil | 3 mánuðir | Vöruheiti | Skásetningartól |
| Umsókn | CNC fræsun | Umbúðir | 1 stk / plastkassi |
| Flauta | 4 | Tegund | fræsari |
| Hentar | Kopar, steypujárn, kolefnisstál, mótstál | Lágmarks pöntunarmagn | Tíu atriði |
| Kostir | Skarpur skurðbrún | Leiðbeiningar um notkun | Almenn háhraðaskurður |
| Litur | Málmlitur | ||
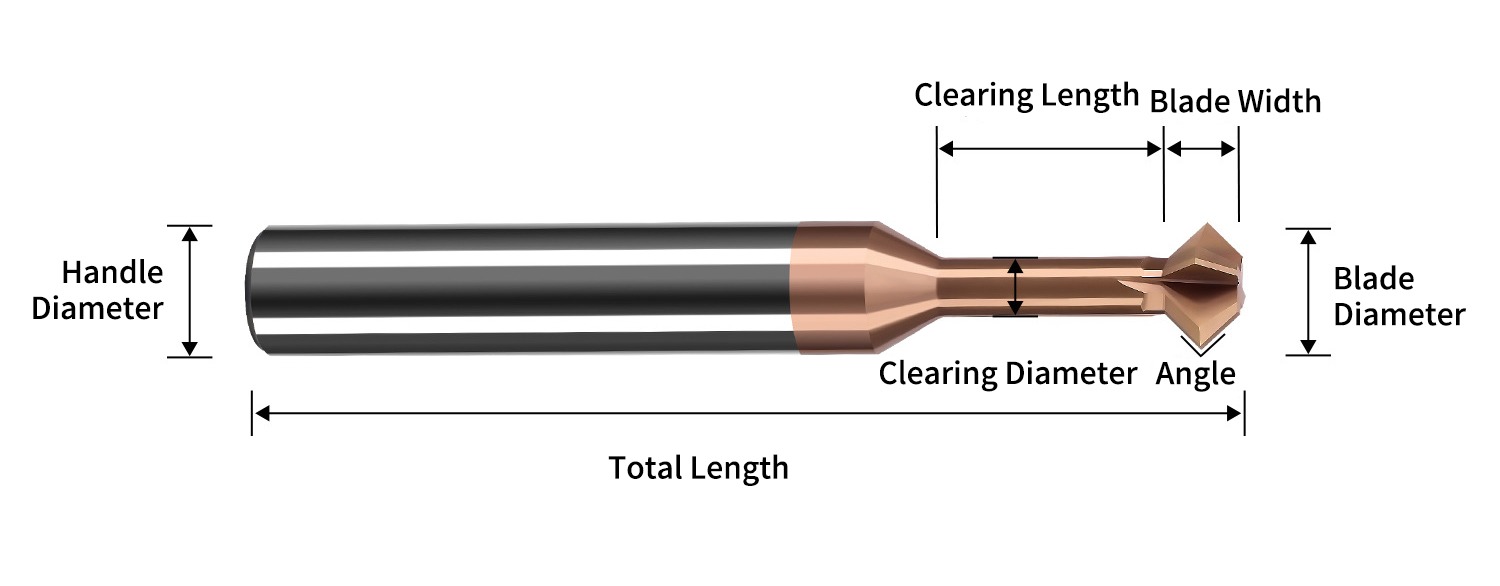
Vörueiginleikar


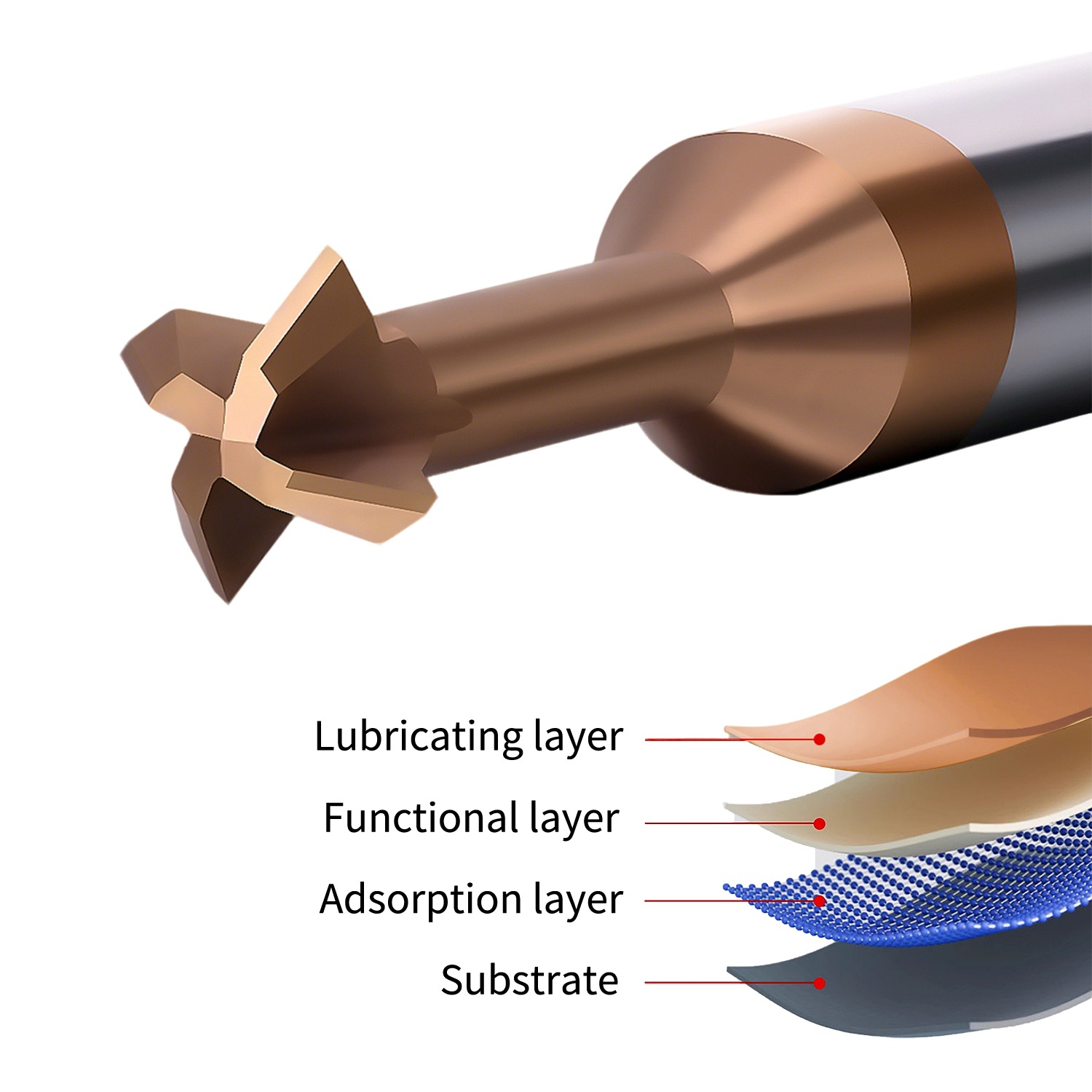
Fræsiskeri úr wolframstáli
Náðu fullkomnu 90° horni. Notaðu samþætta hörðu málmblöndufræsara okkar til að afskora og afgreiða nákvæmlega brúnir. Þetta verkfæri er með sterkri fjögurra kanta hönnun og slitþolinni húðun, sem tryggir einstaka endingu og skilar framúrskarandi yfirborðsáferð á stáli, áli og málmblönduðum efnum. Tilvalið fyrir skilvirkar CNC fræsingar- og beygjuaðgerðir.
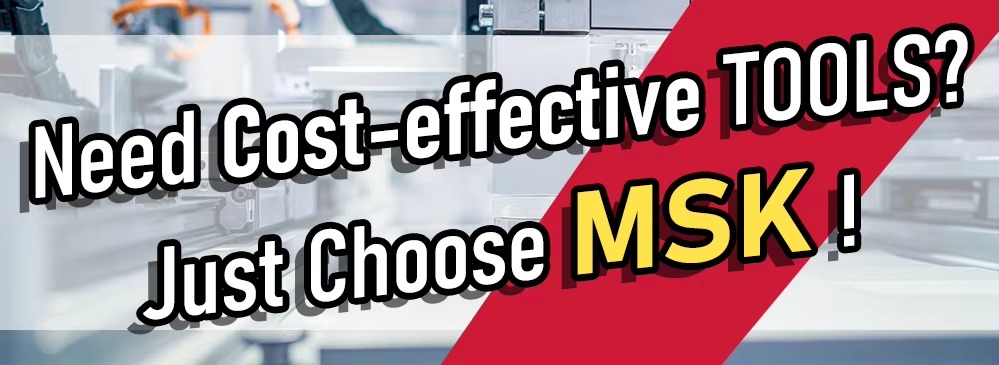
Jákvæðar og neikvæðar affasningar
Fyrir flókin form vinnuhluta er hægt að beita jákvæðum og neikvæðum affasningum, þar á meðal affasningu fyrir vinnuhluta með djúpum holum.
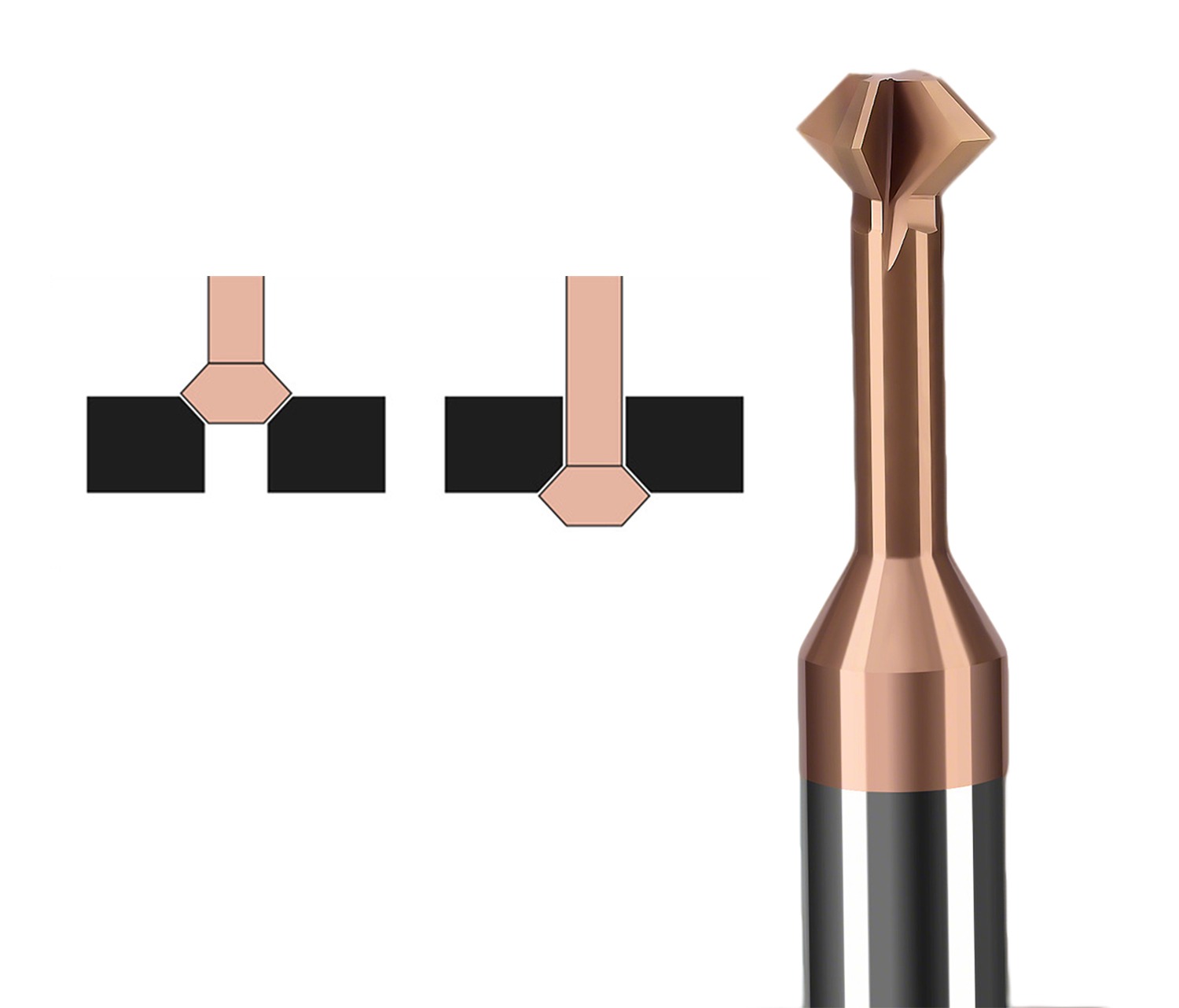
TiSiN húðun
Uppfærða húðunin eykur slitþolið, tryggir að skurðbrúnin haldist skörp og óskemmd við hraðfræsingu og veitir framúrskarandi endingu.
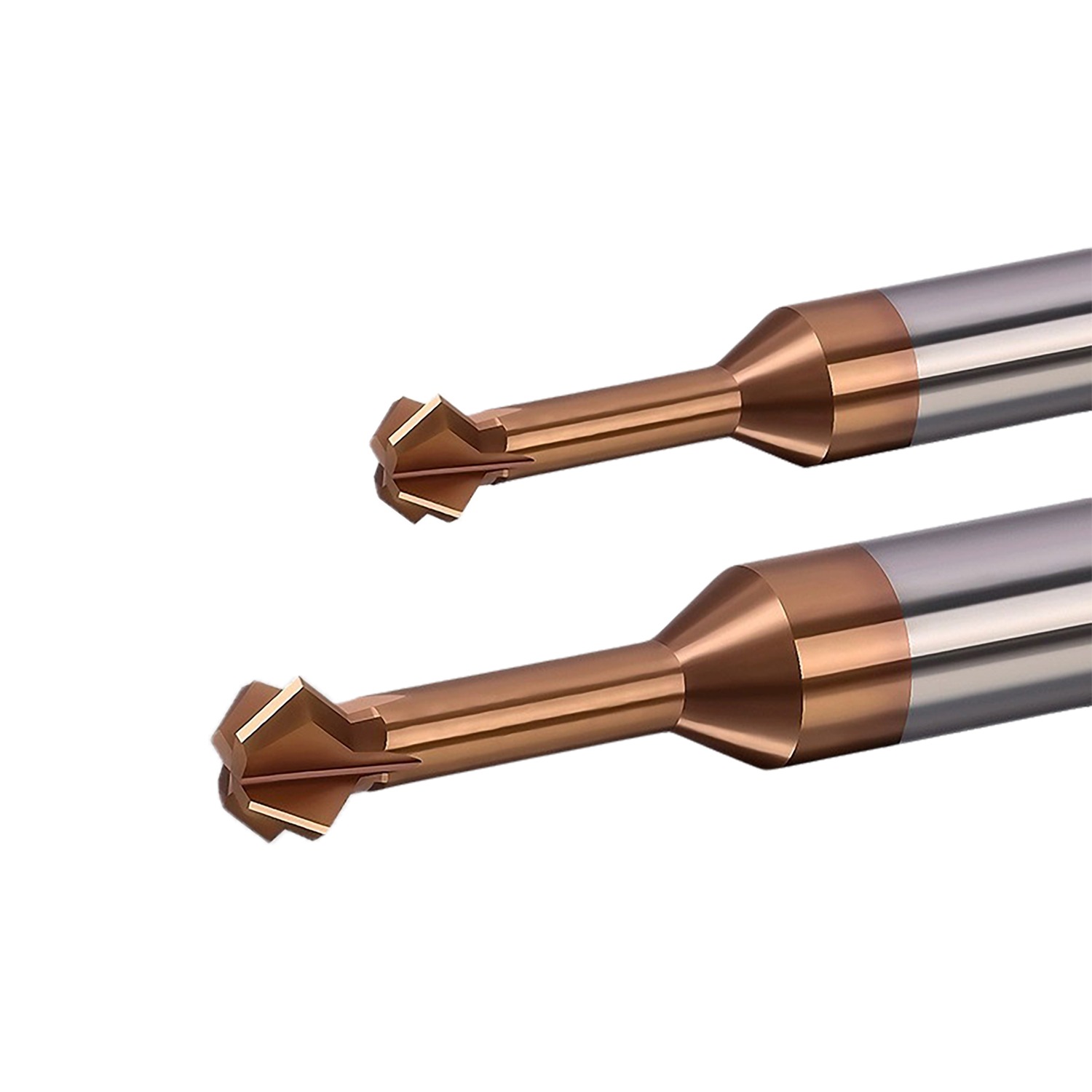
Mikil flísafjarlægingargeta
Full slípun spíralgróp
Breikkari hönnun til að fjarlægja flís með beinum grópum, sem kemur í veg fyrir vandamál eins og stíflu og flísun verkfæra og bætir framleiðsluhagkvæmni verulega.
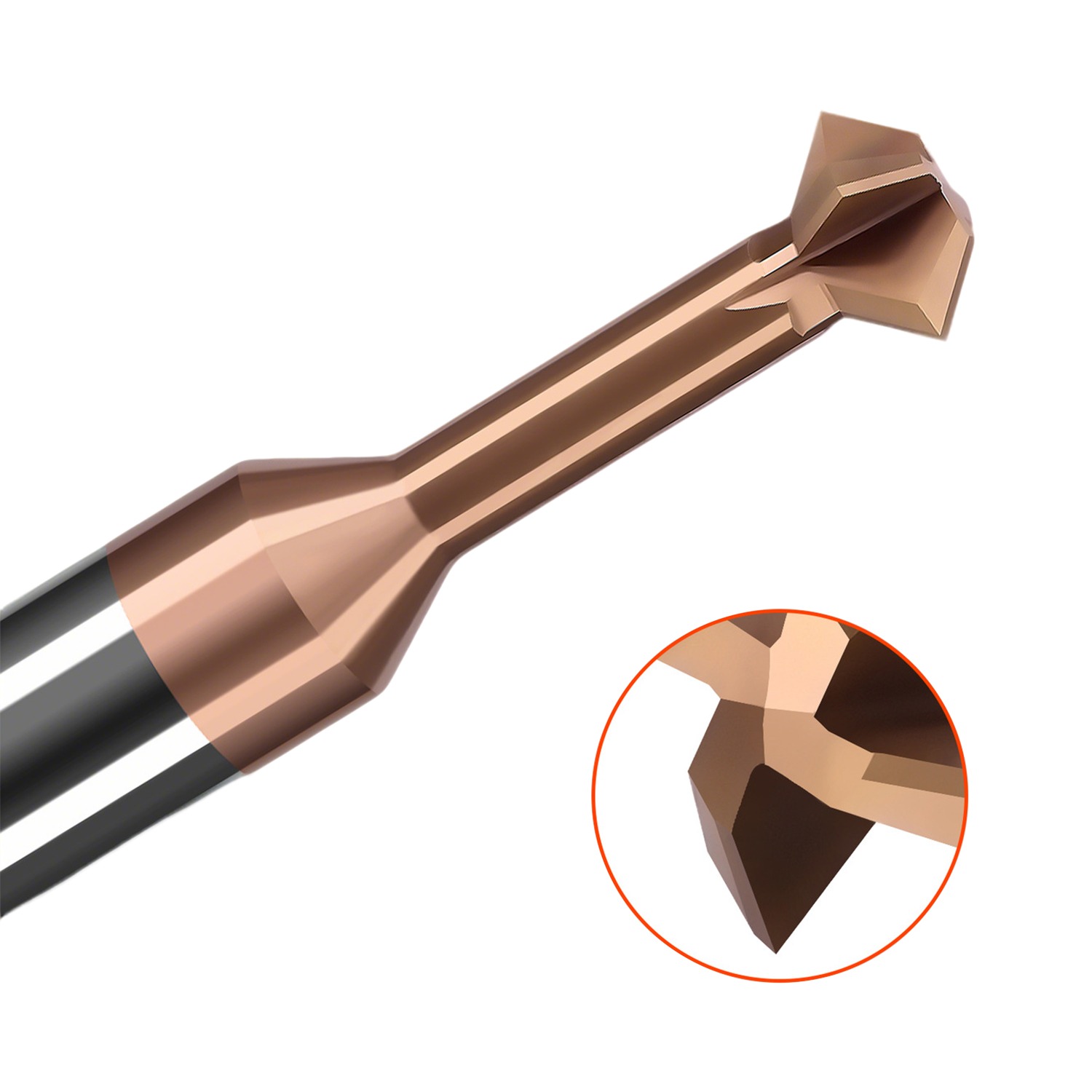
Einstök hönnun á tannlögun
Slétt skurður, engin flísasöfnun, frábær stöðugleiki, hentugur fyrir stórfellda þráðvinnslu.
Óvirkjunarmeðferð
Eftir að blaðið hefur gengist undir óvirkjunarmeðferð, þegar það er skoðað með stækkunargleri, finnast engir minniháttar gallar. Þetta eykur endingu skurðarverkfærisins og yfirborðsáferð unninna vara.

Kostir
1. Alhliða vinnsla, með framúrskarandi nákvæmni
Náðu fullkomnum 90°: Bjartsýni fyrir nákvæma afskurð og afgrátun brúna, gerir það kleift að búa til hágæða rétthyrnda útlínur áreynslulaust.
Jafnvægi á milli jákvæðra og neikvæðra afskurða: Einstök brúnhönnun gerir kleift að afskurða bæði að framan og aftan, sem eykur vinnslusviðið verulega. Það hentar sérstaklega vel fyrir flókin löguð vinnustykki og djúpholuafskurð og leysir vinnsluáskoranir sem hefðbundin verkfæri ráða ekki við.
2. Einstaklega endingargott og endingargott
Sterk fjögurra kanta hönnun: Veitir framúrskarandi stífleika og stöðugleika verkfærisins, dreifir skurðkraftinum og dregur úr álagi á eina skurðkant.
Uppfærsla á TiSiN húðun: Eykur verulega slitþol og oxunarþol. Við háhraðafræsingu getur hún á áhrifaríkan hátt viðhaldið skerpu skurðbrúnarinnar, komið í veg fyrir flísun og hitaslit og lengt endingartíma skurðarverkfærisins verulega.
Meðferð við brúnherðingu: Með nákvæmri herðingu eru smásæir gallar (eins og skurðir og örsprungur) fjarlægðir, sem gerir brúnina sléttari og sterkari. Þetta eykur ekki aðeins höggþol og endingu verkfærisins sjálfs, heldur leiðir einnig beint til betri yfirborðsáferðar vinnustykkisins.
3. Flísfjarlæging er mjúk, stöðug og skilvirk.
Breiðari bein rauf fyrir flísafjarlægingu: Í samvinnu við heila slípunarspíralgróp myndast rúmgóð og slétt flísafjarlægingarrás. Þetta getur á áhrifaríkan hátt komið í veg fyrir flísaflísun, uppsöfnun og flækju, sem kemur í veg fyrir flísaflögn, ofhitnun og skerðingu á vinnslugæðum verkfærisins vegna lélegrar flísafjarlægingar.
Einstök tannformshönnun: Bjartsýni fyrir vinnslu á þráðum og flóknum útlínum, sem tryggir slétt og stöðugt skurðarferli með minni flísasöfnun og tryggir framúrskarandi stöðugleika í stórfelldri samfelldri vinnslu.
4. Víða nothæf og áreiðanleg afköst
Samhæfni við margs konar efni: Bjartsýni fyrir afköst, það getur skarað fram úr á stáli, áli og ýmsum málmblönduðum efnum og náð framúrskarandi yfirborðsvinnslugæðum.
Samhæfni við marga ferla: Það hentar ekki aðeins fyrir afskurð og afskurð á CNC fræsivélum, heldur gerir stöðugleiki þess það einnig hentugt fyrir skilvirkar sameinaðar beygju- og fræsingarferlar sem og stórfellda þráðvinnslu.
Af hverju að velja okkur

Verksmiðjuprófíll






Algengar spurningar
Q1. Hverjir eru kostir fjögurra kanta hönnunar þessarar wolframstáls endfræsara?
A: Fjögurra kanta hönnunin býður upp á framúrskarandi stífleika og stöðugleika, sem gerir hana sérstaklega hentuga fyrir nákvæma afskurð og afgrátun kanta. Sterk uppbygging hennar getur staðist skurðkrafta á áhrifaríkan hátt og tryggir framúrskarandi yfirborðsáferð og nákvæmni í víddum á stáli, áli og málmblönduðum efnum. Hún er sérstaklega hentug fyrir skilvirkar CNC fræsingar- og beygjuaðgerðir.
Spurning 2. Hvað vísar „jákvæð og neikvæð afskurðar“ virkni skurðarverkfærisins til?
A: „Jákvæð og neikvæð afskurðaraðgerð“ þýðir að þessi fræsari getur ekki aðeins framkvæmt hefðbundna afskurð á ytri brúnum eða yfirborði, heldur gerir einstaka blaðhönnunin henni kleift að framkvæma afskurð inn á við eða aftur á við á flóknum vinnustykkjum (eins og innveggjum djúpra holna eða bakhliðum stigabygginga), sem eykur verulega notkunarsvið ferlisins og gerir kleift að ljúka mörgum aðgerðum í einni uppsetningu.
Q3. Hvaða afköstum hefur verið bætt við uppfærslu TiSiN húðunarinnar?
A: Uppfærða TiSiN (nítríðað títan) húðunin státar af afar mikilli hörku og framúrskarandi hitaþol. Hún eykur verulega slitþol skurðarverkfærisins og gerir því kleift að viðhalda beittum skurðbrún í langan tíma, jafnvel við hraða fræsingu. Hún kemur í veg fyrir að húðin flagni og sprungur í blaðbrúninni og veitir þannig framúrskarandi endingu verkfærisins og samræmi í vinnslu.
Q4. Hvernig hjálpar hönnun á fullum mala spíralrifum og breikkuðum beinum rifum til við að bæta vinnsluhagkvæmni?
A: Spíralrifin sem myndast við allt slípunarferlið hafa framúrskarandi yfirborðsáferð og rúmfræðilega nákvæmni. Í bland við breikkaða beina rifahönnunina skapast stærra flísafrásarrými og sléttari flísafrásarleið, sem gerir kleift að fjarlægja flísar hraðar. Þetta kemur í veg fyrir vandamál eins og að verkfæri festist við flísar, of hátt hitastig, uppsöfnun flísar og jafnvel verkfærabrot af völdum lélegrar flísafrásar, og eykur þannig verulega vinnsluhagkvæmni og öryggi.
Spurning 5. Hvers vegna er yfirborð blaðsins meðhöndlað með óvirkjun? Hverjir eru hagnýtir kostir þessarar aðferðar?
A: Óvirkjunarmeðferð er nákvæm örslípunaraðferð fyrir blaðbrúnina, sem miðar að því að fjarlægja smásæja galla eins og sýnilega örsprungur og skurði undir smásjá, þannig að blaðbrúnin myndar einsleita og slétta litla boga. Þetta getur dregið verulega úr upphafsslit og örsprungum við skurðarferlið, sem bætir beint endingu (líftíma) verkfærisins, dregur úr núningi og titringi við vinnslu og nær þannig betri yfirborðsáferð vinnustykkisins.






