Spiraalpuntkranenbinne ek wol bekend as tiptaps en edge taps yn 'e ferwurkingsyndustry. It wichtichste strukturele skaaimerk fan 'eskroefpuntkraanis de skeane en posityf-tapsfoarmige skroefpuntgroef oan 'e foarkant, dy't it snijwurk krult tidens it snijden en it nei de foarkant fan 'e tap en it sintrum fan it skroefgat ûntslacht.
Troch syn spesjale metoade foar it fuortheljen fan chip,skroefpuntkraanfoarkomt de chipynterferinsje mei it foarme triedflak, sadat de kwaliteit fan it ôfmakke triedgat better is as dy fan 'e gewoane rjochte groef;
In ûndjippe groefstruktuer soarget foar koeling en fersterket de koppelwjerstân by tapferwurking, sadat it in hegere rotaasjesnelheid hawwe kin en geskikt is foar it ferwurkjen fan djippe trochholte-triedden;
Fanwegen de metoade foar it fuortheljen fan spaan fan 'e skroeftap, wurdt it oanrikkemandearre foar fertikale ferwurking en trochgat-triedsnijen;
Yn 't algemien, yn ferliking mei spiraalflúttappen, kin de libbensdoer fan spiraalpunttappen mei op syn minst 1 kear ferlingd wurde.
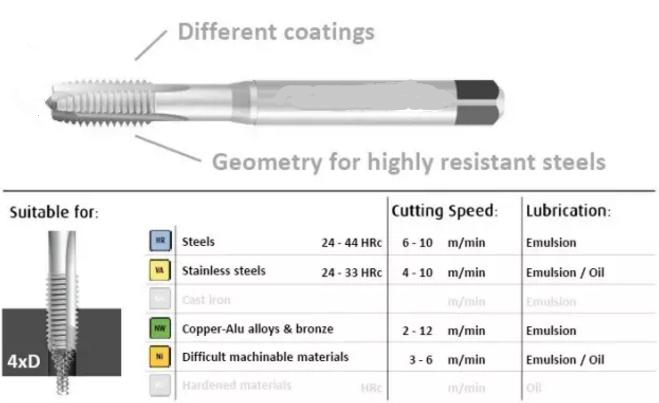
Bearbeitingshurdens: ≤32HRC; Oanrikkemandearre snelheid: sawat 8~12m/min; Koelmedium: oalje of salve, emulsiekoeling;
* De ferwurkingssnelheid fan 'e oerflaktebedekte kranen wurdt oerienkommend mei 30% ferhege
Tap-snijparameters en groeffoarm Nei in protte snijtests hawwe wy de parameters fan 'e skroefpunttap ynsteld foar it ferwurkjen fan roestfrij stiel, leech-, middel- en heechkoalstofstiel, aluminiumlegering, koperlegering, ensfh. De tap brûkt in folslein slypproses, en de groef wurdt yn ien kear ferwurke. Triedden wurde ferwurke op ymportearre triedfrezen.
Pleatsingstiid: 14 juny 2022


