شیرهای نقطهای مارپیچیدر صنعت ماشینکاری به عنوان قلاویز نوک تیز و قلاویز لبه تیز نیز شناخته میشوند. مهمترین ویژگی ساختاریشیر پیچیشیار پیچی شیبدار و مخروطی مثبت در انتهای جلویی است که در حین برش، برش را خم میکند و آن را به جلوی شیر و مرکز سوراخ پیچ تخلیه میکند.
به دلیل روش خاص حذف تراشه،شیر پیچیاز تداخل براده با سطح رزوه تشکیل شده جلوگیری میکند، به طوری که کیفیت سوراخ رزوه شده نهایی بهتر از شیار مستقیم معمولی است.
ساختار شیار کمعمق، خنککنندگی را تضمین میکند و مقاومت گشتاور را در ماشینکاری قلاویزکاری تقویت میکند، به طوری که میتواند سرعت چرخش بالاتری داشته باشد و برای ماشینکاری رزوههای عمیق سوراخکاری مناسب است.
با توجه به روش حذف براده در نوک پیچ، استفاده از آن برای ماشینکاری عمودی و رزوه کاری سوراخکاری توصیه میشود؛
به طور کلی، در مقایسه با شیرهای فلوت مارپیچی، عمر شیرهای نوک مارپیچی را میتوان حداقل ۱ برابر افزایش داد.
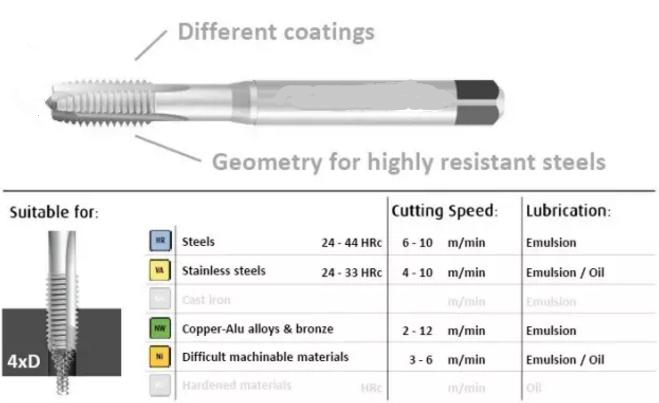
سختی ماشینکاری: ≤32HRC؛ سرعت توصیه شده: حدود 8 تا 12 متر در دقیقه؛ محیط خنک کننده: روغن یا پماد، خنک کننده امولسیونی؛
* سرعت ماشینکاری شیرهای روکش شده سطحی به طور مشابه 30٪ افزایش یافته است
پارامترهای برش قلاویز و شکل شیار پس از آزمایشهای برش فراوان، پارامترهای قلاویز پیچی را برای پردازش فولاد ضد زنگ، فولاد کم کربن، متوسط و پر کربن، آلیاژ آلومینیوم، آلیاژ مس و غیره تنظیم کردهایم. قلاویز یک فرآیند سنگزنی کامل را طی میکند و شیار به طور همزمان پردازش میشود. رزوهها با آسیابهای رزوه وارداتی پردازش میشوند.
زمان ارسال: ۱۴ ژوئن ۲۰۲۲


