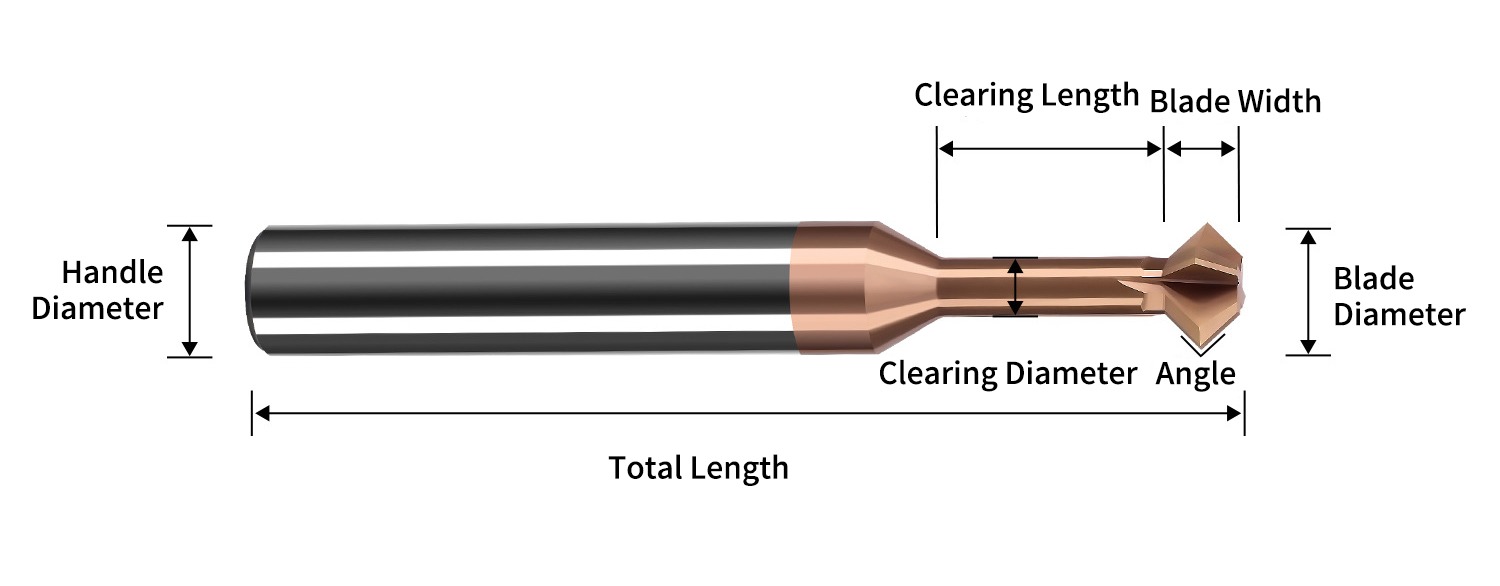
Alat za zakošavanje







Dizajnirana posebno za efikasno CNC glodanje i tokarenje, ova glodalica od volframovog čelika ima strukturu sa četiri oštrice i TiSiN premaz, što osigurava precizno zakošavanje od 90° i glatko uklanjanje neravnina na čeliku, aluminijumu i legurama. Njeni prošireni žljebovi za uklanjanje strugotine i zatupljena rezna ivica pružaju odličnu sposobnost uklanjanja strugotine i izdržljivost, omogućavajući stabilno završno zakošavanje prednjih i zadnjih ivica čak i kod složenih obradaka sa dubokim rupama, značajno poboljšavajući efikasnost proizvodnje i kvalitet obrade.
Važni atributi
| Naziv proizvoda | Alat za zakošavanje pod uglom od 90 stepeni | Brend | Moskovska oblast |
| Premaz | TiSiN premaz | Broj reznih ivica | Četiri rezne ivice |
| Primjenjivi materijali | Obični čelik, nehrđajući čelik, lijevano željezo, ugljični čelik, itd. | Primjenjiva oprema | CNC obradni centri, mašine za graviranje, precizne mašine za graviranje, itd. - alatne mašine velike brzine |
| Premaz | Kompozitni nanomaterijali | HRC | 55HRC |
| Materijal | Tvrda legura | Prilagođavanje podrške | OEM |
| Primjenjiva mašina | Vertikalna glodalica, horizontalna glodalica | Smjer rezanja | Konvencionalno glodanje |
| Dužina rezne ivice | / | Mjesto porijekla | Tianjin, Kina |
| Broj modela | MSKDT | brend | MSK |
| Tvrdoća rezanja | hrc55, hrc45 | Efektivna dužina rezanja | / |
| Oblik korita | 4 flaute | ugao spirale | / |
| Garantni rok | 3 mjeseca | Naziv proizvoda | Alat za zakošenje |
| Primjena | CNC glodanje | Ambalaža | 1 kom / Plastična kutija |
| Flauta | 4 | Tip | glodalica |
| Prikladno | Bakar, liveno gvožđe, ugljični čelik, čelik za kalupe | Minimalna količina za narudžbu | Deset stavki |
| Prednosti | Oštra rezna ivica | Upute za upotrebu | Općenito rezanje velikom brzinom |
| Boja | Metalik boja | ||
Karakteristike proizvoda


Glodalica od volframovog čelika
Postignite savršen ugao od 90°. Koristite našu integralnu glodalicu za glodanje od tvrde legure za zakošavanje i precizno uklanjanje neravnina sa ivica. Ovaj alat ima robusni dizajn sa četiri oštrice i premaz otporan na habanje, što osigurava izuzetnu izdržljivost i pruža odličnu površinsku obradu čelika, aluminija i legura. Savršeno za efikasne CNC operacije glodanja i tokarenja.
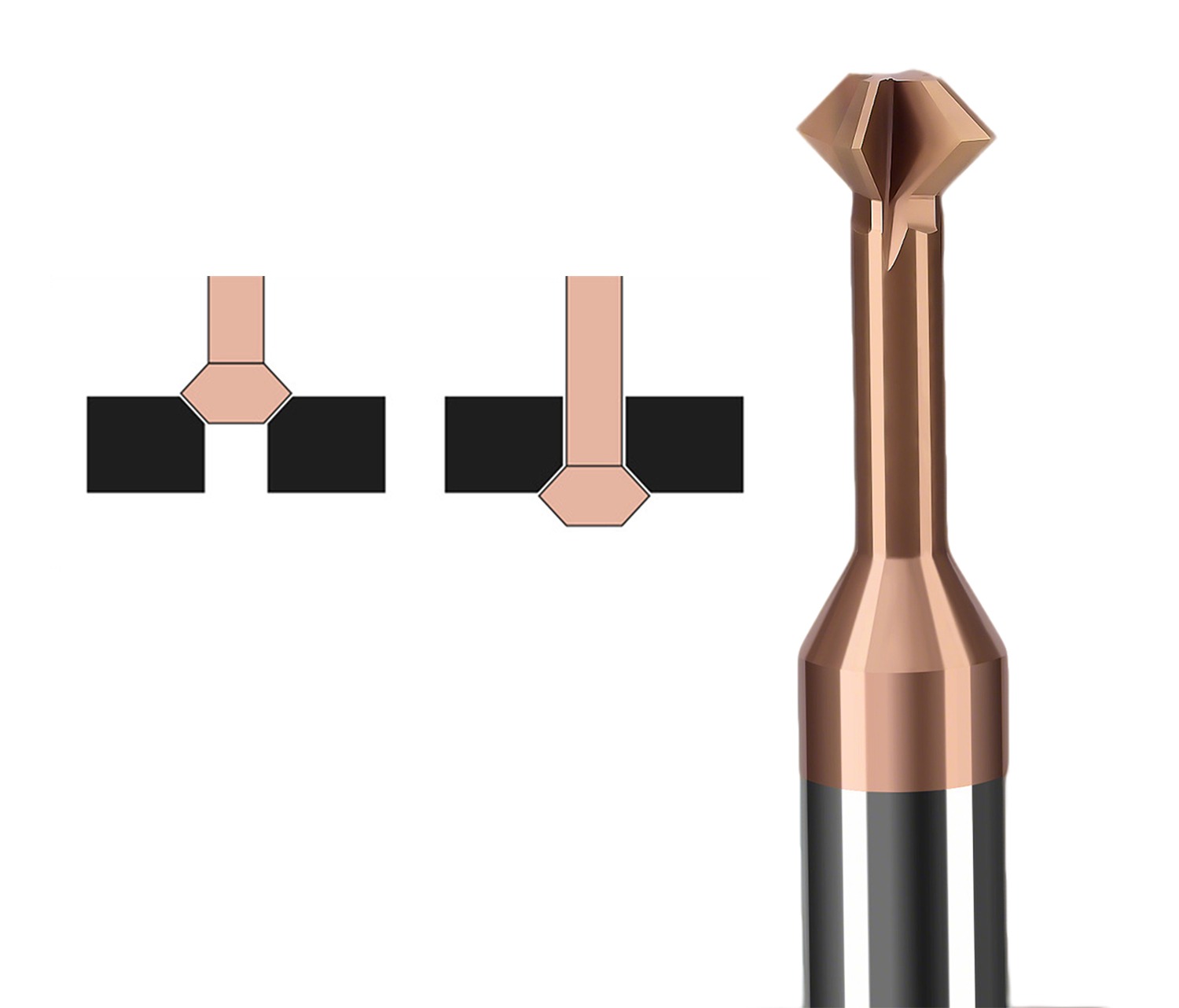
Pozitivne i negativne zakošene ivice
Za složene oblike radnih komada mogu se primijeniti pozitivna i negativna zakošenja, uključujući zakošenja za radne komade s dubokim rupama.
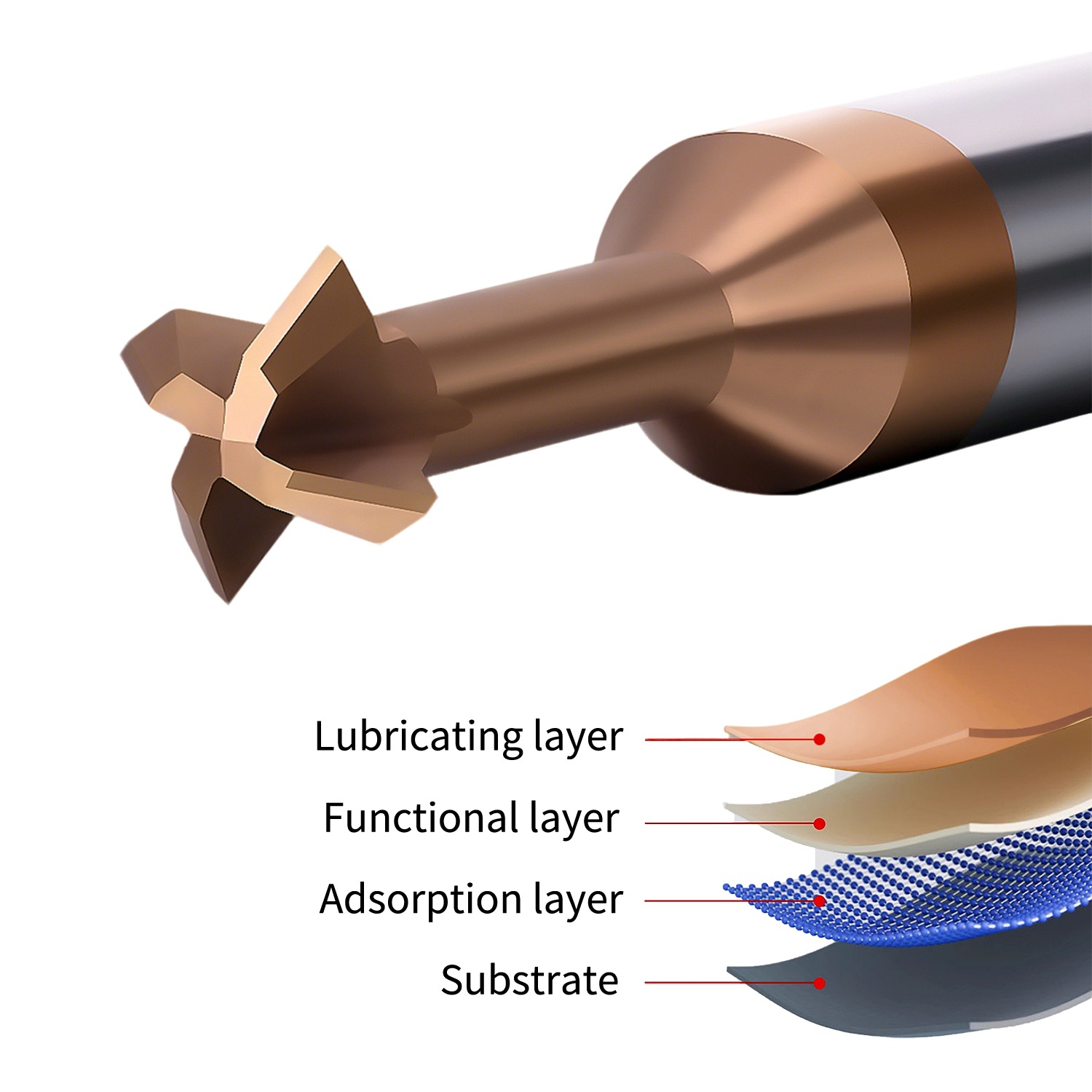
TiSiN premaz
Unapređeni premaz povećava otpornost na habanje, osiguravajući da rezna ivica ostane oštra i neoštećena tokom brzog glodanja, te pruža odličnu izdržljivost.
Visok kapacitet uklanjanja strugotine
Potpuno brušenje spiralnog žljeba
Proširena konstrukcija za uklanjanje strugotine s ravnim žljebom, izbjegavajući probleme poput začepljenja alata i strugotine, značajno poboljšavajući efikasnost proizvodnje.
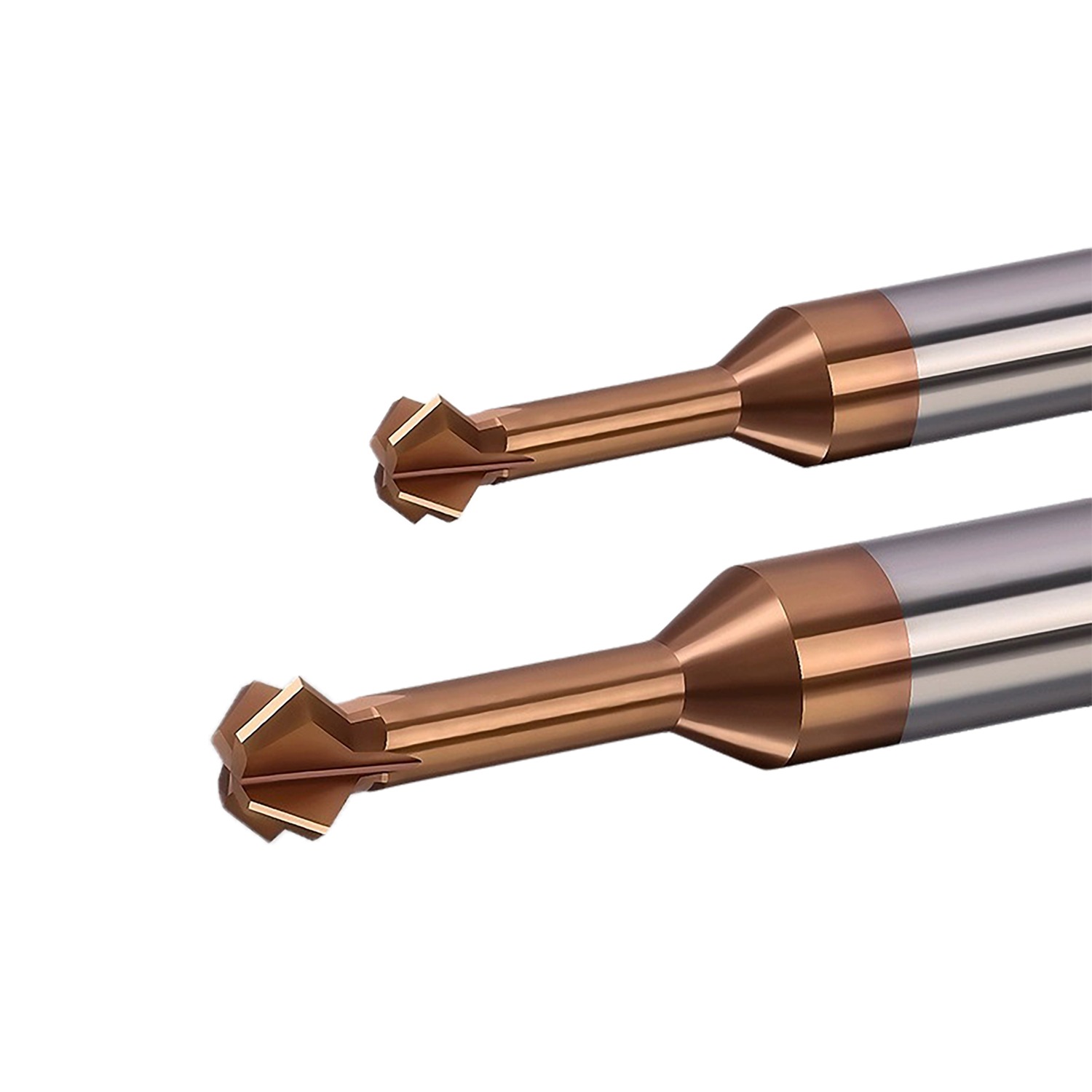
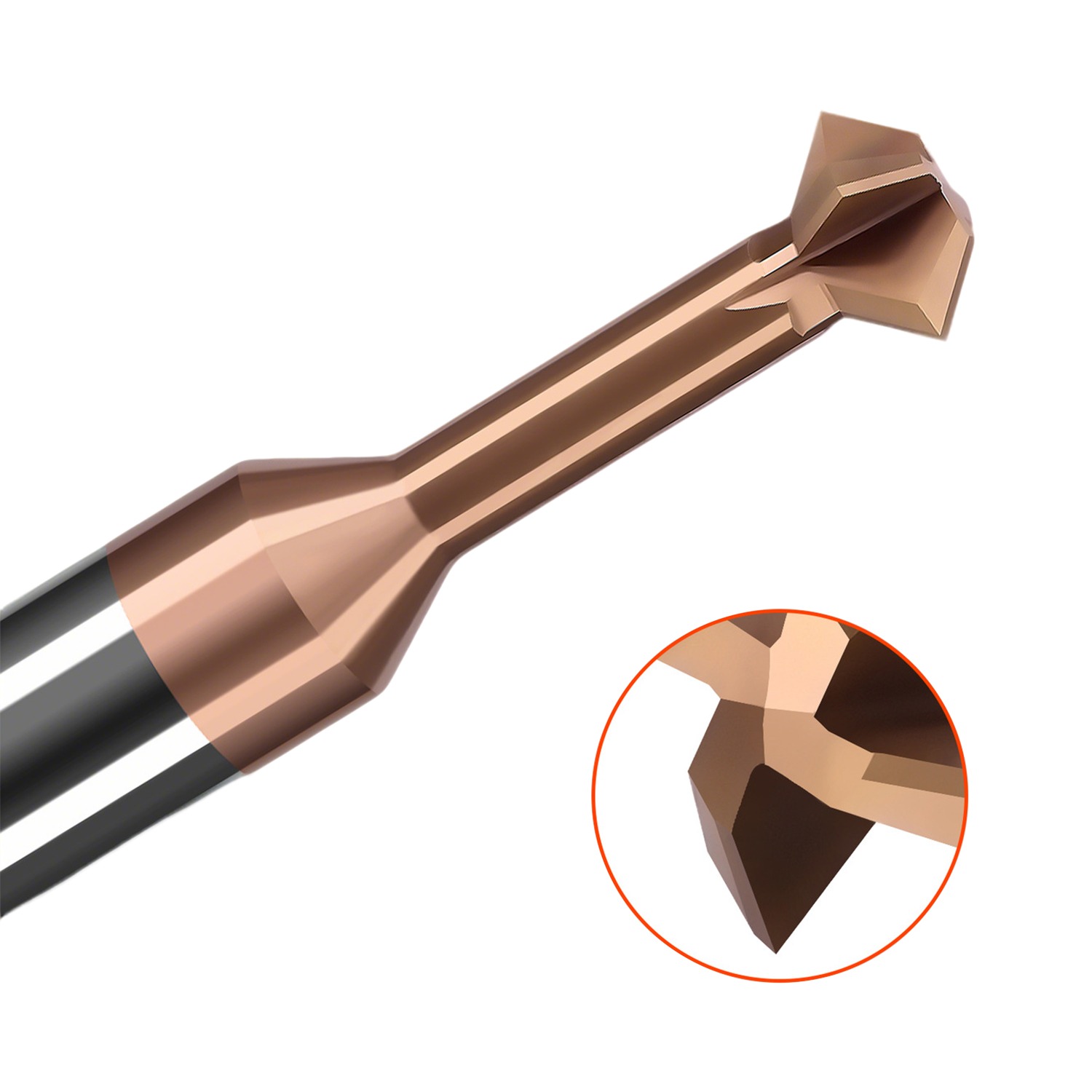
Jedinstveni dizajn oblika zuba
Glatko rezanje, bez nakupljanja strugotine, odlična stabilnost, pogodno za obradu navoja velikih dimenzija.
Pasivizacija
Nakon što sečivo prođe proces pasivizacije, kada se posmatra pod povećalom, ne otkrivaju se manji nedostaci. To poboljšava trajnost alata za rezanje i završnu obradu površine obrađenih proizvoda.

Prednosti
1. Svestrana obrada, s izvanrednom preciznošću
Postignite savršenih 90°: Optimizovano za precizno zakošavanje i uklanjanje neravnina sa ivica, omogućava jednostavno kreiranje visokokvalitetnih kontura pod pravim uglom.
Balansiranje pozitivnih i negativnih zakošenja: Jedinstveni dizajn ivice omogućava zakošavanje i prednje i zadnje strane, značajno proširujući opseg obrade. Posebno je pogodan za složene radne komade i zakošavanje dubokih rupa, rješavajući izazove obrade koje tradicionalni alati ne mogu dostići.
2. Izuzetno izdržljiv, s dugim vijekom trajanja
Čvrst dizajn sa četiri oštrice: Pruža odličnu krutost i stabilnost alata, raspoređuje sile rezanja i smanjuje opterećenje na jednoj reznoj ivici.
Nadograđeni TiSiN premaz: Značajno poboljšava otpornost na habanje i otpornost na oksidaciju. Tokom glodanja velikom brzinom, može efikasno održavati oštrinu rezne ivice, spriječiti krhotine i termičko habanje, te značajno produžiti vijek trajanja alata za rezanje.
Obrada kaljenja ivica: Preciznim procesom kaljenja eliminišu se mikroskopski defekti (kao što su neravnine i mikropukotine), čineći površinu ivice glatkijom i robusnijom. Ovo ne samo da povećava otpornost na udarce i izdržljivost samog alata, već i direktno rezultira boljom završnom obradom površine obratka.
3. Uklanjanje strugotine je glatko, stabilno i efikasno.
Dizajn šireg ravnog utora za uklanjanje strugotine: U kombinaciji s punim spiralnim utorom za brušenje, formira se prostran i gladak kanal za uklanjanje strugotine. Ovo može efikasno spriječiti prianjanje, nakupljanje i zapetljavanje strugotine, u osnovi sprječavajući pojavu strugotine, pregrijavanja i smanjenja kvalitete obrade alata zbog lošeg uklanjanja strugotine.
Jedinstveni dizajn oblika zuba: Optimizovan za obradu navoja i složenih kontura, osiguravajući gladak i stabilan proces rezanja, sa smanjenim nakupljanjem strugotine i garantujući odličnu stabilnost pri kontinuiranoj obradi velikih razmjera.
4. Široko primjenjive i pouzdane performanse
Kompatibilnost s više materijala: Optimiziran za performanse, može se istaknuti na čeliku, aluminijumu i raznim legurama, postižući izvrstan kvalitet obrade površine.
Kompatibilnost s više procesa: Ne samo da je primjenjiv za operacije zakošavanja i skidanja neravnina na CNC glodalicama, već ga njegova stabilnost čini pogodnim i za efikasne kombinovane procese tokarenja i glodanja, kao i za obradu navoja velikih razmjera.
Zašto odabrati nas

Profil fabrike






Često postavljana pitanja
P1. Koje su prednosti dizajna sa četiri oštrice ovog glodala od volframovog čelika?
A: Dizajn sa četiri oštrice nudi odličnu krutost i stabilnost, što ga čini posebno pogodnim za precizno zakošavanje i uklanjanje neravnina sa ivica. Njegova čvrsta struktura može efikasno odoljeti silama rezanja, osiguravajući odličnu površinsku obradu i dimenzijsku tačnost na čeliku, aluminijumu i legurama. Posebno je pogodan za efikasne CNC operacije glodanja i tokarenja.
P2. Na šta se odnosi funkcija "pozitivnog i negativnog zakošenja" alata za rezanje?
A: Funkcija "pozitivnog i negativnog zakošavanja" znači da ova glodalica ne samo da može izvoditi konvencionalno zakošavanje vanjske ivice ili gornje površine, već i njen jedinstveni dizajn oštrice omogućava da bude pogodna za izvođenje unutrašnjeg ili obrnutog zakošavanja na složenim radnim komadima (kao što su unutrašnji zidovi dubokih rupa ili stražnje strane stepenastih struktura), što značajno proširuje opseg primjene procesa i omogućava izvršavanje više operacija u jednom postavljanju.
P3. Koja su poboljšanja performansi postignuta nadogradnjom TiSiN premaza?
A: Unapređeni TiSiN (nitrirani titan) premaz odlikuje se izuzetno visokom tvrdoćom i odličnom otpornošću na toplotu. Značajno poboljšava otpornost alata za rezanje na habanje, omogućavajući mu da dugo održava oštru ivicu rezanja čak i tokom brzog glodanja. Efikasno sprečava ljuštenje premaza i pucanje ivice oštrice, čime se obezbjeđuje izuzetna izdržljivost alata i konzistentnost obrade.
P4. Kako dizajn spiralnih žljebova za potpuno brušenje i proširenih ravnih žljebova pomaže u poboljšanju efikasnosti obrade?
A: Spiralni žljebovi formirani tokom cijelog procesa brušenja imaju odličnu površinsku obradu i geometrijsku tačnost. U kombinaciji sa proširenim dizajnom ravnih žljebova, stvara se veći prostor za izbacivanje strugotine i glatkiji put izbacivanja strugotine, omogućavajući brzo uklanjanje strugotine. Ovo u osnovi izbjegava probleme kao što su lijepljenje alata za strugotinu, prekomjerna temperatura, nakupljene strugotine, pa čak i lom alata uzrokovan lošim izbacivanjem strugotine, čime se značajno povećava efikasnost i sigurnost obrade.
P5. Zašto se površina lopatice tretira pasivizacijom? Koje su praktične prednosti ovog procesa?
A: Pasivizacija je precizan proces mikrobrušenja ivice oštrice, čiji je cilj uklanjanje mikroskopskih nedostataka poput vidljivih mikro-zareza i neravnina pod mikroskopom, tako da ivica oštrice formira ujednačene i glatke male lukove. Ovo može značajno smanjiti početno habanje i mikro-pukotine tokom procesa rezanja, direktno poboljšavajući izdržljivost (vijek trajanja) alata, a istovremeno smanjuje trenje i vibracije tokom obrade, čime se postiže bolja površinska obrada obratka.






