DIN338 HSSCO M35 Çift Uçlu Spiral Matkap Ucu 3.0-5.2mm


ÜRÜN AÇIKLAMASI
Özellikler:
1. Paslanmaz çelik, kalıp çeliği, alüminyum alaşımı, dökme demir, bakır, galvanizli boru ve diğer metal malzemelerde delik açmak için uygundur.
2. Yüksek sertlik, aşınma direnci, hassas konumlandırma, iyi talaş kaldırma ve yüksek verimlilik
3. Sadece soğuk haddelenmiş çelik kullanılabilir; su verilmiş ve su verilip temperlenmiş çelik kesinlikle yasaktır.
ATÖLYELERDE KULLANIM İÇİN TAVSİYE

| Çap | Toplam Uzunluk | Flüt Uzunluğu | Adet/Kutu |
| 3,0 mm | 45 mm | 15,5 mm | 10 |
| 3,2 mm | 49 mm | 16 mm | 10 |
| 3,5 mm | 52 mm | 17 mm | 10 |
| 4,0 mm | 53 mm | 17,5 mm | 10 |
| 4,2 mm | 55 mm | 18,5 mm | 10 |
| 4,5 mm | 55 mm | 18,5 mm | 10 |
| 5,0 mm | 60 mm | 20 mm | 10 |
| 5,2 mm | 60 mm | 20 mm | 10 |
| Marka | MSKT | Kaplama | No |
| Ürün Adı | Çift Uçlu Bükme Matkap | Standart | DIN338 |
| Malzeme | HSSCO | Kullanmak | El Matkabı |
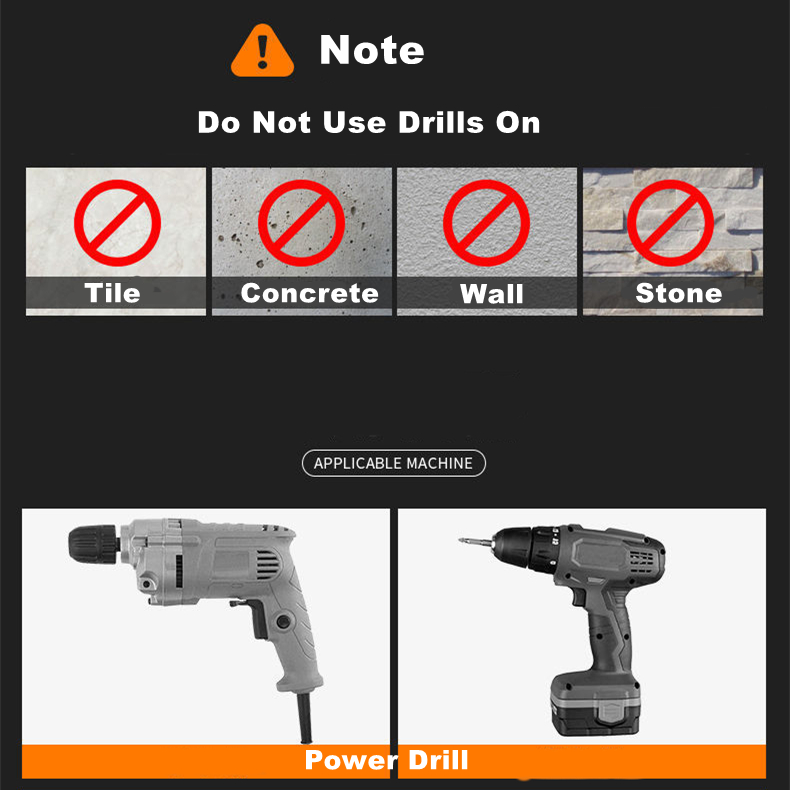
Not
Elektrikli matkapla işleme işlemleri için ipuçları:
1. 12V lityum elektrikli matkap düşük tork nedeniyle önerilmez, 24V veya 48V lityum elektrikli matkap önerilir.
2. Delme işlemi sırasında matkap ucu ve paslanmaz çelik plaka 90 derecelik bir açıyla birbirine dik olmalıdır.
3. Eğer delik 6 mm'den büyükse, önce 3,2-4 mm'lik bir matkap ucuyla küçük bir delik açın, ardından daha büyük bir matkap ucuyla deliği genişletin.
4. Elektrikli matkap mandreni, çift uçlu matkap ucunu sıkıca kavramalıdır. Açıkta kalan kısım ne kadar kısa olursa o kadar iyidir. Matkap ucunun kesici kenarı çok keskin veya çok sivri olmamalıdır.
5. Elektrikli matkabın hızı 800-1500 devir/dakika arasında olmalıdır. Etki çok büyük olmamalıdır.
6. Delik açmadan önce, delme pozisyonunun merkez noktasını önceden işaretlemek için bir örnek zımba (veya bir çivi) kullanabilirsiniz; böylece matkap ucu sapmaz.