DIN338 HSSCO M35 डबल एन्ड ट्विस्ट ड्रिलहरू ३.०-५.२ मिमी


उत्पादन विवरण
विशेषताहरु:
१. स्टेनलेस स्टील, डाइ स्टील, आल्मुनियम मिश्र धातु, कास्ट आइरन, तामा, ग्याल्भेनाइज्ड पाइप र अन्य धातु सामग्रीहरूमा प्वाल पार्नको लागि उपयुक्त।
२. उच्च कठोरता, पहिरन प्रतिरोध, सही स्थिति, राम्रो चिप हटाउने र उच्च दक्षता
३. कोल्ड-रोल्ड स्टील मात्र प्रयोग गर्न सकिन्छ, निभाउन र निभाउन र टेम्पर्ड स्टीललाई कडाइका साथ निषेध गरिएको छ।
कार्यशालाहरूमा प्रयोगको लागि सिफारिस

| व्यास | कुल लम्बाइ | बाँसुरीको लम्बाइ | पीसी/बक्स |
| ३.० मिमी | ४५ मिमी | १५.५ मिमी | 10 |
| ३.२ मिमी | ४९ मिमी | १६ मिमी | 10 |
| ३.५ मिमी | ५२ मिमी | १७ मिमी | 10 |
| ४.० मिमी | ५३ मिमी | १७.५ मिमी | 10 |
| ४.२ मिमी | ५५ मिमी | १८.५ मिमी | 10 |
| ४.५ मिमी | ५५ मिमी | १८.५ मिमी | 10 |
| ५.० मिमी | ६० मिमी | २० मिमी | 10 |
| ५.२ मिमी | ६० मिमी | २० मिमी | 10 |
| ब्रान्ड | एमएसकेटी | लेप लगाउने काम | No |
| उत्पादनको नाम | डबल एन्ड ट्विस्ट ड्रिल | मानक | DIN338 को परिचय |
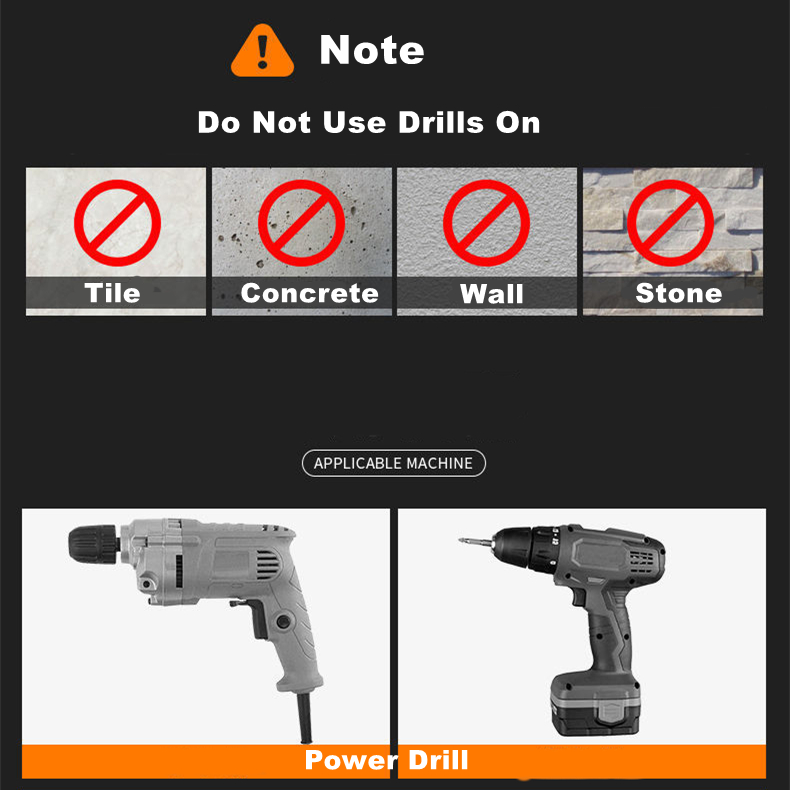
| सामाग्री | एचएसएससीओ | प्रयोग गर्नुहोस् | हातले गर्ने ड्रिल |
नोट
विद्युतीय ड्रिल प्रशोधन सञ्चालनका लागि सुझावहरू:
१. कम टर्क भएकोले १२V लिथियम इलेक्ट्रिक ड्रिल सिफारिस गरिँदैन, २४V, ४८V लिथियम इलेक्ट्रिक ड्रिल सिफारिस गरिन्छ।
२. ड्रिलिंग गर्दा, ड्रिल बिट र स्टेनलेस स्टील प्लेट ९० डिग्रीमा लम्ब हुन्छन्,
३. यदि प्वाल ६ मिमी भन्दा ठूलो छ भने, पहिले सानो प्वाल ड्रिल गर्न ३.२-४ मिमी ड्रिल प्रयोग गर्नुहोस्, र त्यसपछि प्वाल विस्तार गर्न ठूलो ड्रिल प्रयोग गर्नुहोस्।
४. इलेक्ट्रिक ड्रिल चकले डबल-एन्डेड ड्रिललाई क्ल्याम्प गर्नुपर्छ। खुला भाग जति छोटो हुन्छ, त्यति नै राम्रो। ड्रिलको काट्ने किनारा धेरै तिखो वा धेरै तिखो हुनु आवश्यक छैन।
५. विद्युतीय ड्रिलको गति ८००-१५०० को बीचमा हुनुपर्छ। यसको प्रभाव धेरै ठूलो हुनुहुँदैन।
६. प्वाल पार्नु अघि, तपाईंले पञ्चिङ स्थितिमा केन्द्र बिन्दुमा पञ्च गर्न नमुना पंच (वा यसको सट्टा कील) प्रयोग गर्न सक्नुहुन्छ, र ड्रिल बिट विचलित हुनेछैन।