DIN338 HSSCO M35 divpusējie spirālveida urbji 3,0–5,2 mm


PRODUKTA APRAKSTS
Funkcijas:
1. Piemērots caurumu urbšanai nerūsējošajā tēraudā, tērauda veidnēs, alumīnija sakausējumā, čugunā, varā, cinkotās caurulēs un citos metāla materiālos
2. Augsta cietība, nodilumizturība, precīza pozicionēšana, laba skaidu noņemšana un augsta efektivitāte
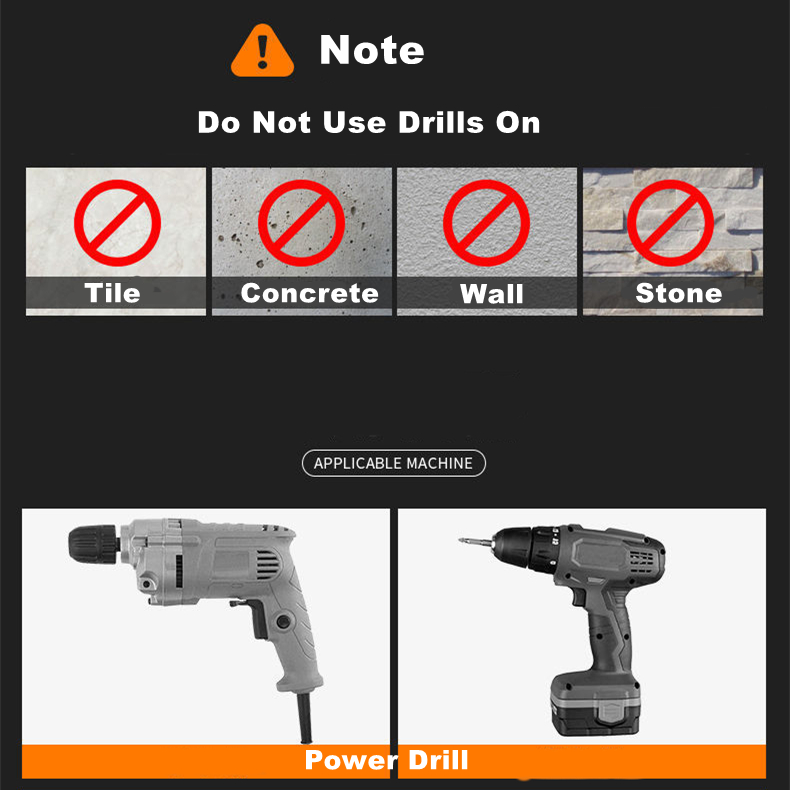
3. Var izmantot tikai auksti velmētu tēraudu, rūdīta, rūdīta un atlaidināta tērauda izmantošana ir stingri aizliegta.
IETEIKUMS LIETOŠANAI DARBNĪCĀS

| Diametrs | Kopējais garums | Flautas garums | Gab./Kastē |
| 3,0 mm | 45 mm | 15,5 mm | 10 |
| 3,2 mm | 49 mm | 16 mm | 10 |
| 3,5 mm | 52 mm | 17 mm | 10 |
| 4,0 mm | 53 mm | 17,5 mm | 10 |
| 4,2 mm | 55 mm | 18,5 mm | 10 |
| 4,5 mm | 55 mm | 18,5 mm | 10 |
| 5,0 mm | 60 mm | 20 mm | 10 |
| 5,2 mm | 60 mm | 20 mm | 10 |
| Zīmols | MSKT | Pārklājums | No |
| Produkta nosaukums | Divkāršā gala vērpšanas urbis | Standarta | DIN338 |
| Materiāls | HSSCO | Lietošana | Rokas urbis |
Piezīme
Padomi elektriskā urbja apstrādes darbībai:
1. 12 V litija elektriskā urbjmašīna nav ieteicama zemā griezes momenta dēļ, ieteicams lietot 24 V, 48 V litija elektrisko urbi.
2. Urbšanas laikā urbja uzgalis un nerūsējošā tērauda plāksne ir perpendikulāri 90 grādiem,
3. Ja caurums ir lielāks par 6 mm, vispirms izmantojiet 3,2–4 mm urbi, lai izurbtu nelielu caurumu, un pēc tam izmantojiet lielu urbi, lai to paplašinātu.
4. Elektriskās urbšanas patronai ir jānostiprina divpusējais urbis. Jo īsāka ir atklātā daļa, jo labāk. Urbja griešanas malai nav jābūt pārāk asai vai pārāk asai.
5. Elektriskās urbšanas ātrumam jābūt no 800 līdz 1500. Iedarbībai nevajadzētu būt pārāk lielai.
6. Pirms cauruma izciršanas vispirms varat izmantot parauga perforatoru (vai naglu), lai izdurtu centrālo punktu izduršanas pozīcijā, un urbja uzgalis nenovirzīsies.