DIN338 HSSCO M35 Doppelgewindebohrer 3,0–5,2 mm


PRODUKTBESCHREIBUNG
Merkmale:
1. Geeignet zum Bohren von Löchern in Edelstahl, Werkzeugstahl, Aluminiumlegierungen, Gusseisen, Kupfer, verzinkten Rohren und anderen Metallwerkstoffen
2. Hohe Härte, Verschleißfestigkeit, präzise Positionierung, gute Spanabfuhr und hohe Effizienz
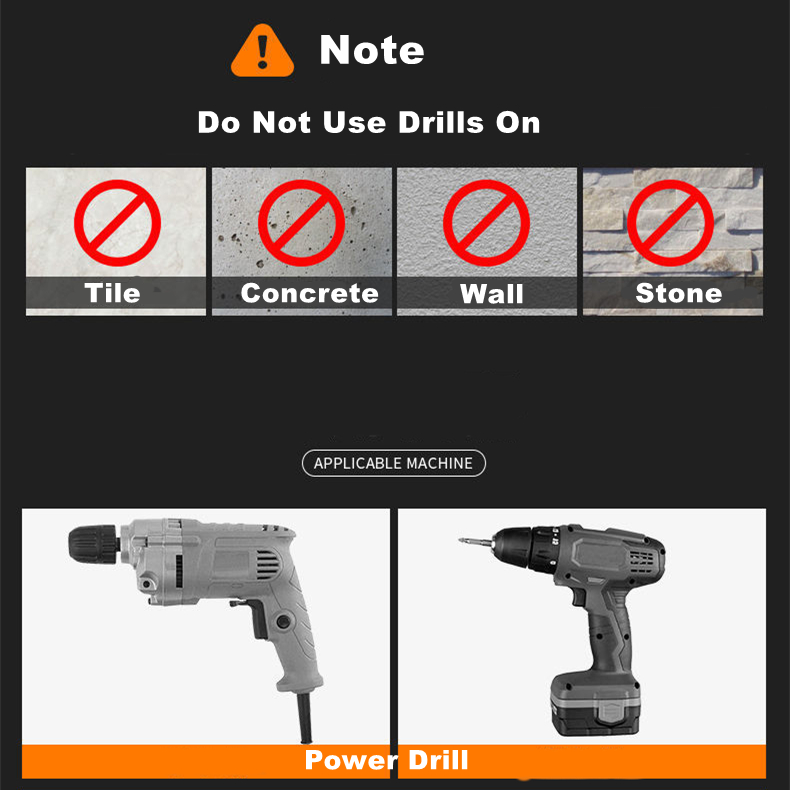
3. Es darf nur kaltgewalzter Stahl verwendet werden; vergüteter und gehärteter Stahl sind strengstens verboten.
EMPFEHLUNG FÜR DEN EINSATZ IN WORKSHOPS

| Durchmesser | Gesamtlänge | Flötenlänge | Stück/Karton |
| 3,0 mm | 45 mm | 15,5 mm | 10 |
| 3,2 mm | 49 mm | 16 mm | 10 |
| 3,5 mm | 52 mm | 17 mm | 10 |
| 4,0 mm | 53 mm | 17,5 mm | 10 |
| 4,2 mm | 55 mm | 18,5 mm | 10 |
| 4,5 mm | 55 mm | 18,5 mm | 10 |
| 5,0 mm | 60 mm | 20 mm | 10 |
| 5,2 mm | 60 mm | 20 mm | 10 |
| Marke | MSKT | Beschichtung | No |
| Produktname | Doppelend-Spiralbohrer | Standard | DIN338 |
| Material | HSSCO | Verwenden | Handbohrmaschine |
Notiz
Tipps für die Bearbeitung mit elektrischen Bohrmaschinen:
1. Von einer 12-V-Lithium-Elektrobohrmaschine wird aufgrund des geringen Drehmoments abgeraten; empfohlen wird eine 24-V- oder 48-V-Lithium-Elektrobohrmaschine.
2. Beim Bohren stehen der Bohrer und die Edelstahlplatte senkrecht zueinander (90 Grad).
3. Ist das Loch größer als 6 mm, bohren Sie zunächst mit einem 3,2-4 mm Bohrer ein kleines Loch und erweitern Sie es anschließend mit einem größeren Bohrer.
4. Das Bohrfutter muss die Doppelbohrmaschine sicher fixieren. Je kürzer der überstehende Teil, desto besser. Die Schneide der Bohrmaschine muss weder zu scharf noch zu spitz sein.
5. Die Drehzahl der Bohrmaschine sollte zwischen 800 und 1500 U/min liegen. Der Effekt sollte nicht zu groß sein.
6. Bevor Sie ein Loch stanzen, können Sie mit einem Probestempel (oder stattdessen einem Nagel) den Mittelpunkt an der Stanzposition markieren, damit der Bohrer nicht abweicht.