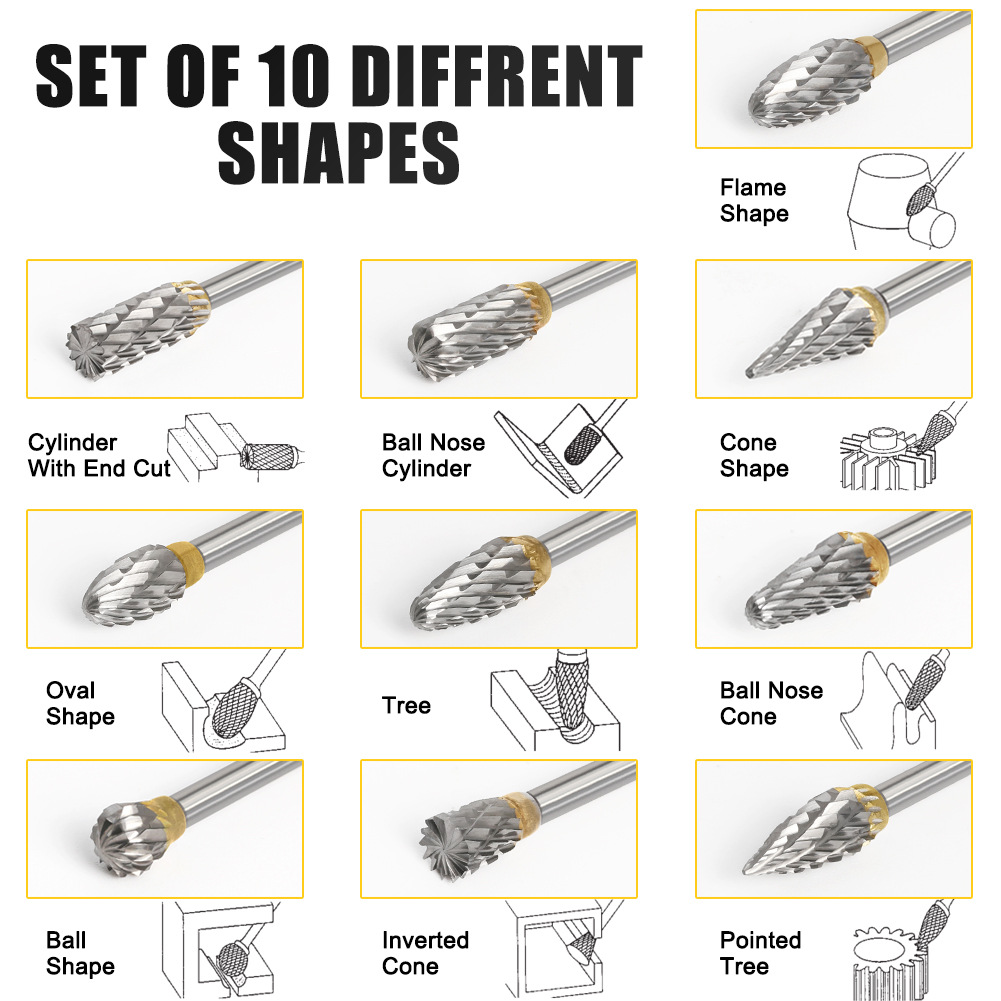
Форма поперечного перерізушліфування вольфрамової сталізадиркислід вибирати відповідно до форми деталей, що підлягають підпилюванню, щоб можна було адаптувати форми двох частин. Під час підпилювання внутрішньої дугової поверхні вибирайте напівкруглий або круглий твердосплавний бор; під час підпилювання внутрішньої кутової поверхні вибирайте трикутний напилок; під час підпилювання внутрішньої прямокутної поверхні можна використовувати плоский напилок або квадратне різьбове напилок. Вибираючи внутрішню прямокутну поверхню плоского напилка, зверніть увагу на те, щоб вузька поверхня беззубого напилка була близько до внутрішньої прямокутної сторони, щоб уникнути пошкодження прямокутної поверхні.
Товщину нарізаних зубів слід вибирати відповідно до розміру припуску на обробку, точності обробки та властивостей матеріалу заготовки. Напилки з грубими зубцями підходять для заготовок з великими допусками на обробку, низькою точністю розмірів, великими геометричними допусками, великими значеннями шорсткості поверхні та м'яких матеріалів; навпаки, слід використовувати напилки з дрібними зубцями. Під час використання їх слід вибирати відповідно до припуску на обробку, точності розмірів та шорсткості поверхні, необхідних для заготовки.
Розмір та характеристики шліфувальної головки з вольфрамової сталі слід вибирати відповідно до розміру та припуску на обробку заготовки, що обробляється. Якщо розмір обробки великий та припуск великий, слід вибирати напилок більшого розміру. Форму зуба напилка з вольфрамової сталі слід вибирати відповідно до характеру матеріалу, що підлягає обробці. Під час обробки м'яких матеріалів, таких як алюміній, мідь та низьковуглецева сталь, краще використовувати напилок з одним зубцем.
Переваги ротаційного фрезера з твердосплавним наконечником:
1. Він може обробляти такі метали, як чавун, лита сталь, вуглецева сталь, легована сталь, нержавіюча сталь, мідь та алюміній, а також неметали, такі як мармур, нефрит та кістка.
2. Він може фактично замінити невеликий шліфувальний круг з ручкою, не забруднюється пилом та має високу виробничу ефективність. Ефективність обробки в десятки разів вища, ніж у ручних напилків, і майже в десять разів вища, ніж у невеликих шліфувальних кругів з ручками.
3. Гарна якість обробки та висока якість оздоблення. Він може обробляти порожнини прес-форм різної високоточної форми, а його довговічність у десять разів вища, ніж у інструментів зі швидкорізальної сталі, та більш ніж у 200 разів вища, ніж у малих шліфувальних кругів. Він простий в освоєнні, простий у використанні, безпечний та надійний.
Щоб продовжити термін служби шліфувальної головки з вольфрамової сталі, необхідно дотримуватися наступних правил:
1. Не дозволяється використовувати нові твердосплавні роторні напилки для подрібнення твердих металів;
2. Не дозволяється використовувати шліфувальну головку з вольфрамової сталі для обробки загартованих матеріалів, поковок та виливків з твердою шкіркою або липким піском. Їх необхідно заточити на шліфувальному верстаті, перш ніж їх можна буде обробляти напилком з піввістрям;
3. Спочатку використовуйте одну сторону нових карбід-вольфрамових дисків, а потім іншу сторону, коли поверхня затупиться. Завжди використовуйте дротяну щітку для видалення сміття з розрізу під час різання, і розріз не повинен перекриватися або складатися з іншими інструментами.
Якщо ви хочете придбати карбідні роторні борфрези, будь ласка, відвідайте наш веб-сайт:https://www.mskcnctools.com/3mm-shank-carbide-tip-rotary-burr-cut-carving-bit-product/
Або зв'яжіться з Моллі через WhatsApp: +8613602071763, щоб отримати прайс-лист.

Час публікації: 19 жовтня 2022 р.


