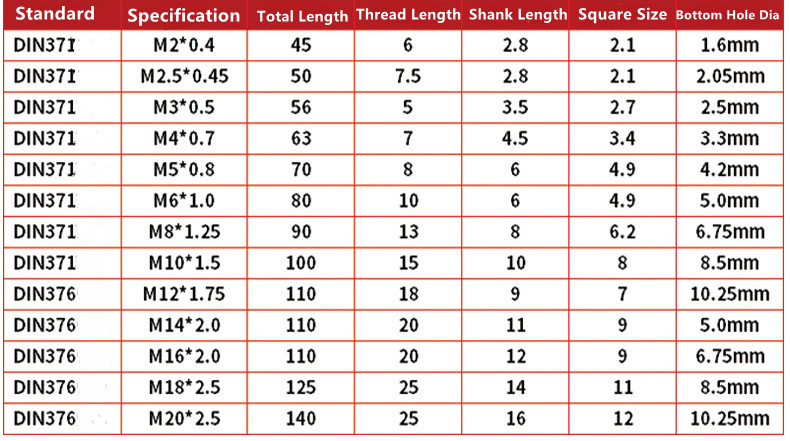
Orodje za spiralno rezanje navojev HSS DIN 376 Spiralni navojni svedri





Preveliki premer koraka navoja: nepravilna izbira stopnje natančnosti premera koraka navoja; nerazumna izbira rezanja; pretirano visoka hitrost rezanja navoja; slaba koaksialnost spodnje luknje navoja navoja in obdelovanca; neprimerna izbira parametrov ostrenja navoja; rezanje navoja: dolžina stožca je prekratka. Premer koraka navoja je premajhen: natančnost premera koraka navoja je nepravilno izbrana; izbira parametrov roba navoja je nerazumna in navoj je obrabljen; izbira rezalne tekočine je neprimerna.
Pipa je pokvarjena:
1. Premer spodnje luknje je premajhen in odstranjevanje odrezkov ni dobro, kar povzroča blokado pri rezanju;
2. Hitrost rezanja je previsoka in prehitra pri rezanju navojev;
3. Navojni sveder, ki se uporablja za rezanje navojev, ima drugačno os od premera navojne spodnje luknje;
4. Nepravilna izbira parametrov ostrenja navoja in nestabilna trdota obdelovanca;
5. Pipa je bila v uporabi že dolgo časa in je prekomerno obrabljena.
Navojni svedri so se strnili: 1. Kot nagiba navojnega svedra je izbran prevelik;
6. Debelina reza vsakega zoba navojnega navoja je prevelika;
7. Trdota kaljenja pipe je previsoka;
8. Pipa je bila v uporabi že dolgo časa in je močno obrabljena.

Ostro rezanje, odpornost proti obrabi in vzdržljivost. Ne lepi se na nož, nož se ne zlomi zlahka, dobro odstranjuje odrezke, ni potrebno poliranje, oster in odporen proti obrabi. Uporaba nove vrste rezalnega roba z odlično zmogljivostjo, gladko površino, ki se ne odkruši zlahka, poveča togost orodja, okrepi togost in dvojno odstranjuje odrezke. Zasnova posnetja, enostavno vpenjanje.
Pošljite nam svoje sporočilo:
-
M2 Spiralni navojni navoj Spiralni navojni navoj Metrični stroj za navoje ...
-

Najnižja cena kitajskih odpadnih pnevmatik giljotina guma ...
-

DIN371/DIN376 HSS6542 Strojni navojni sveder za spiralne utore...
-

CNC stružnica Kovinski navoj Ročni navojni sveder HSS Center...
-

Obdelovalni stroj CNC 4 ...
-

Hitra dostava Veleprodajna cena CNC rezalno orodje ...








