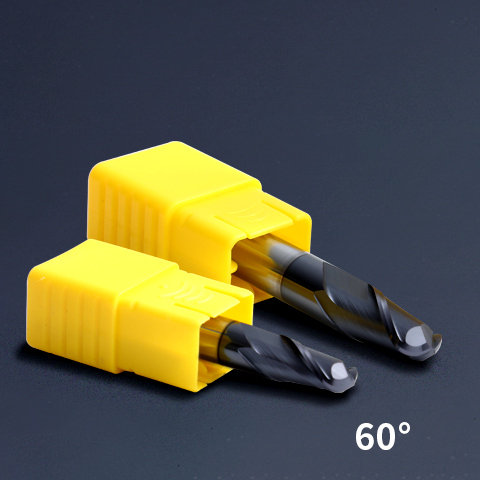
Фреза с шаровидным наконечником из твердосплава для станков с ЧПУ HRC60



| Тип | Фреза с шаровидным наконечником из твердосплава для станков с ЧПУ HRC60 | Материал | Вольфрамовая сталь |
| Материал заготовки | Медь, нержавеющая сталь, легированная сталь, инструментальная сталь, закаленная и отпущенная сталь, углеродистая сталь, чугун, термообработанная закаленная сталь | Числовое управление | ЧПУ |
| Транспортная упаковка | Коробка | Флейта | 2 |
| Покрытие | AlTiSiN | Твердость | HRC60 |
Особенность:
1. Благодаря использованию нанотехнологий, твердость и термическая стабильность достигают 4000 HV и 1200 градусов соответственно.
2. Двусторонняя конструкция эффективно повышает жесткость и качество поверхности. Режущая кромка над центром снижает сопротивление резанию. Большая вместимость пазов способствует удалению стружки и повышает эффективность обработки. Двухканавочная конструкция обеспечивает эффективное удаление стружки, облегчает вертикальную подачу и широко используется при обработке пазов и отверстий.
Инструкция по применению
Для получения более качественной режущей поверхности и продления срока службы инструмента необходимо использовать высокоточные, высокопрочные и относительно сбалансированные держатели инструмента.
1. Перед использованием инструмента измерьте его отклонение. Если точность измерения отклонения превышает 0,01 мм, пожалуйста, скорректируйте его перед началом резки.
2. Чем короче длина выступающего из патрона инструмента, тем лучше. Если выступающий инструмент длиннее, пожалуйста, самостоятельно уменьшите скорость вращения, скорость подачи или величину резания.
3. Если во время резки возникает ненормальная вибрация или шум, пожалуйста, уменьшите скорость вращения шпинделя и объем резки до тех пор, пока ситуация не изменится.
4. Для достижения наилучшего эффекта при обработке высокоалюминиевым титаном сталь охлаждают распылением или струей воздуха. Рекомендуется использовать нерастворимую в воде смазочно-охлаждающую жидкость для нержавеющей стали, титановых сплавов или жаропрочных сплавов.
5. На метод резки влияют обрабатываемая деталь, станок и программное обеспечение. Приведенные выше данные носят справочный характер. После стабилизации условий резки увеличьте скорость подачи на 30–50%.
Использовать:
Широко используется во многих областях.
Авиационная промышленность
Машиностроение
автопроизводитель
Изготовление форм
Электротехническое производство
Обработка на токарном станке

Отправьте нам ваше сообщение:
-

Высокотвердые алмазные концевые фрезы PCD для станков с ЧПУ...
-

Резьбонарезные инструменты, метчики, набор сверл для нарезания резьбы...
-

3 канавки, алюминиевый сплав, плоская торцевая фреза
-

Прочная литиевая цепная пила
-

Метчик DIN371/DIN376 HSS6542 со спиральной канавкой...
-

Твердосплавная шаровая концевая фреза








