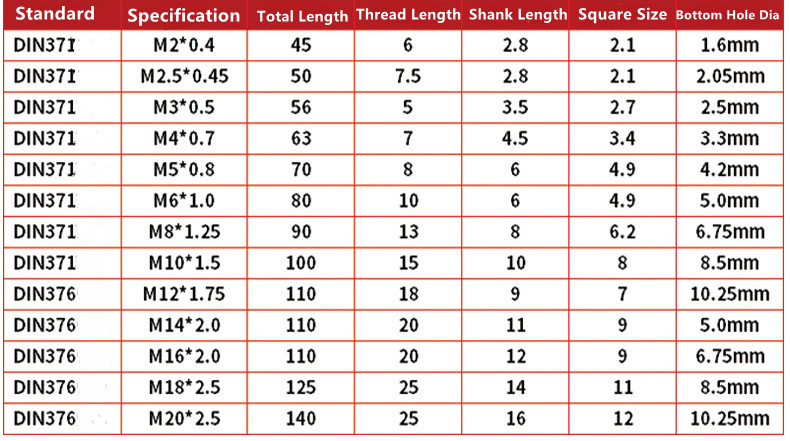
Gwintowniki spiralne HSS Narzędzie do gwintowania Gwintowniki spiralne DIN 376





Nadmierna średnica podziałowa gwintownika: niewłaściwy dobór klasy dokładności średnicy podziałowej gwintownika; nieodpowiedni dobór skrawania; zbyt duża prędkość skrawania gwintownika; słaba współosiowość otworu gwintowanego gwintownika i przedmiotu obrabianego; niewłaściwy dobór parametrów ostrzenia gwintownika; skrawanie gwintownika. Długość stożka jest zbyt krótka. Średnica podziałowa gwintownika jest zbyt mała: nieprawidłowo dobrano dokładność średnicy podziałowej gwintownika; niewłaściwy dobór parametrów krawędzi gwintownika, a gwintownik jest zużyty; niewłaściwy dobór płynu obróbkowego.
Kran jest zepsuty:
1. Średnica dolnego otworu jest zbyt mała, co utrudnia usuwanie wiórów, powodując zablokowanie cięcia;
2. Prędkość skrawania jest zbyt wysoka i zbyt szybka podczas gwintowania;
3. Gwintownik używany do gwintowania ma inną oś niż średnica dolnego otworu gwintowanego;
4. Niewłaściwy dobór parametrów ostrzenia gwintowników i niestabilna twardość przedmiotu obrabianego;
5. Kran był używany przez długi czas i uległ nadmiernemu zużyciu.
Złożone gwintowniki: 1. Kąt natarcia gwintownika jest zbyt duży;
6. Grubość krawędzi skrawającej każdego zęba gwintownika jest zbyt duża;
7. Twardość hartowania gwintownika jest zbyt wysoka;
8. Kran był używany przez długi czas i jest mocno zużyty.

Ostre cięcie, odporność na zużycie i trwałość. Nie przywiera do noża, niełatwo go złamać, dobre usuwanie wiórów, nie wymaga polerowania, ostry i odporny na zużycie; Zastosowanie nowego rodzaju krawędzi skrawającej o doskonałej wydajności, gładkiej powierzchni, niełatwej do odpryskiwania, zwiększonej sztywności narzędzia, wzmocnionej sztywności i podwójnego usuwania wiórów; Konstrukcja fazowana, łatwa do zaciskania.
Wyślij nam swoją wiadomość:
-

Frez do drewna, trzpień 6 mm, frez płaski z węglika wolframu...
-

Wytrzymała piła łańcuchowa litowa
-

Dobra opinia użytkowników na temat chińskich akumulatorów litowo-jonowych 20 V...
-

Producenci dostarczają gwintowniki ręczne w standardzie metrycznym...
-

Międzynarodowe specyfikacje gwintów HSS DIN351 Car...
-

Dystrybutor elektronarzędzi, szlifierek kątowych








