Høykvalitets M35 maskinspiraltapper DIN 376 spiralgjengetapper





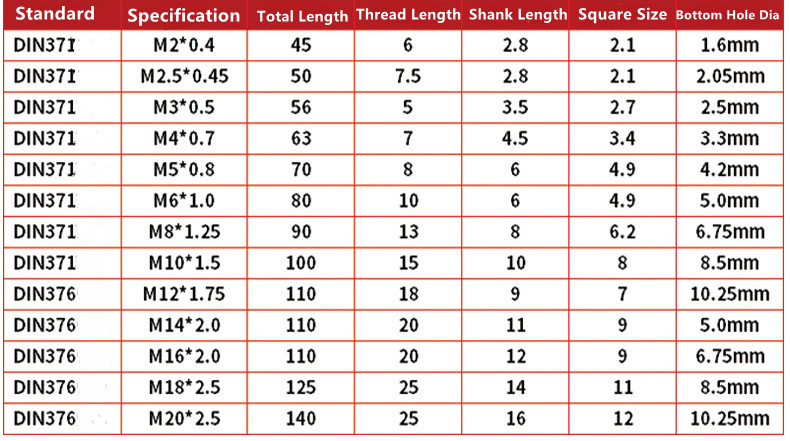
Analyse av problemet med for tidlig brudd på gjengetapper; Rimelig valg av gjengetapper: Gjengetapptypen må bestemmes rimelig i henhold til arbeidsstykkematerialet og hullets dybde; Bunnhulldiameteren er rimelig: for eksempel, M5 * 0,8 bør velge 4,2 mm bunnhull. Feil bruk av 4,0 mm vil føre til brudd. Problem med arbeidsstykkets materiale: Materialet er urent, det er for harde punkter eller porer i delen, og gjengetappen mister umiddelbart balansen og brekker. Velg fleksibel chuck: Sett en rimelig momentverdi med en chuck med momentbeskyttelse, som kan forhindre brudd når den sitter fast. Synkron kompensasjonsverktøyholder: Den kan gi aksial mikrokompensasjon for manglende synkronisering av hastighet og mating ved stiv gjenging. Dårlig kvalitet på skjærevæsken: Problemer med kvaliteten på skjærevæsken og smøreoljen vil påvirke gjengenes nøyaktighet og levetid. Skjærehastighetsmating: For liten gjengepresisjon er dårlig, for høy vil brekke gjengetappen direkte, avhengig av mesteren sin erfaring. Blindhull treffer det nederste hullet: Ved maskinering av blindhullsgjengen er gjengetappen i ferd med å berøre bunnen av hullet, og operatøren innser det ikke.

Utmerket utvalg av materialer
Ved å bruke utmerkede koboltholdige råvarer har den fordelene med høyere seighet, god hardhet og slitestyrke.
Bredt spekter av bruksområder
Koboltholdige rette rifletapper kan brukes til boring i forskjellige materialer, med et komplett produktsortiment.