HRC55 Gavê Qulkirina Karbîda Metrîk ji bo Metalê



Taybetmendî:
Qulkirin û şafterkirin
Valakirina çîpê ya nerm
Pola tungstenê ya tercîhkirî
Ji bo qulkirina qulika gavê di yek carî de guncan e
Berjewendî:
1. Flûtên çîpên mezin dikarin bi bandor rakirina çîpê ya nerm misoger bikin û karîgeriya makînekirinê baştir bikin
2. AlTiN/TiSiN/AlTiSiN/TiN/bê pêçandin, hemû hene
3. Karbîda çîmentokirî
Bi karanîna materyalê bingehîn ê pola tungstenê ya nermik, xwedan hişkbûnek bilindtir û hêza xwarbûnê ya çêtir e, amûr li hember aşînê berxwedêrtir e, ne hêsan e ku were çîpkirin û şikandin, û temenê karûbarê wê dirêj e.
4. Çamferkirina hêsan
Şêweya şanka çakkirî girtinê hêsantir dike.
Serişteyên ji bo lênêrîna bit qulkirina gavan
Eger hûn bikaribin bi rêkûpêk lênêrîna amûra xwe bikin, ew ê demek dirêj xizmetê ji bo vê armancê bike. Bi vî rengî, hûn ê neçar nebin ku di demek nêzîk de pereyên zêde li ser kirîna kîteke nû xerc bikin. Niha, gelo lênêrîna baş a kîteke qulkirina gavê pir dijwar e? Qet nebe, ew bi qasî ku dikare hêsan be. Niha, em fêr bibin ka meriv çawa wê rast dike.
Gava 1: Pêdivî ye ku hûn di dema xebatê de perçeyan bi rêkûpêk paqij bikin. Wekî din, ew ê ji ya ku tê hêvîkirin zûtir zirarê bibînin.
Pêngava 2: Piştî ku we kar qedand, divê hûn perçeyê paqij bikin.
Pêngava 3: Bi karanîna firçeyek diranan hemû bermahiyên wê ji ser perçeyan paqij bikin.
Gava 4: Piştî vê yekê hûn dikarin rûnê makîneyê li ser perçeyan bidin.
| Cureyê destan | Destikê rast | Materyalê Parçeyê Kar | Materyalên metal ên wek hesin, sifir, aluminium, alloy pola, hesinê qalibkirî û hwd. |
| Nîşan | MSK | Mal | Karbîd |
| Karkirin | Kunên gav bi gav, şafferên berevajî bikolin | Qûtra serê biçûk (mm) | 3.4-14.0 |
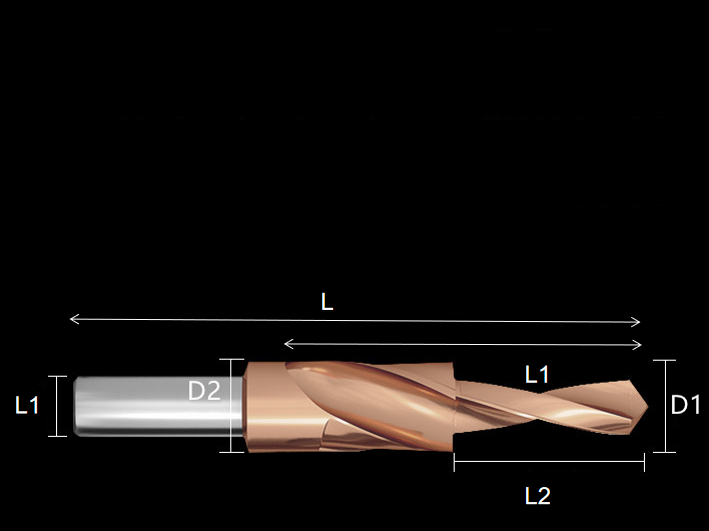
| D1(mm) | D2(mm) | L(mm) | L1(mm) | L2(mm) |
| 3.4 | 6.5 | 65 | 35 | 13 |
| 4.5 | 8.0 | 75 | 42 | 18 |
| 5.5 | 9.5 | 85 | 50 | 22 |
| 6.6 | 11.0 | 90 | 53 | 25 |
| 9.0 | 14.0 | 95 | 53 | 28 |
| 11.0 | 17.5 | 105 | 63 | 30 |
| 14.0 | 20.0 | 110 | 68 | 32 |






