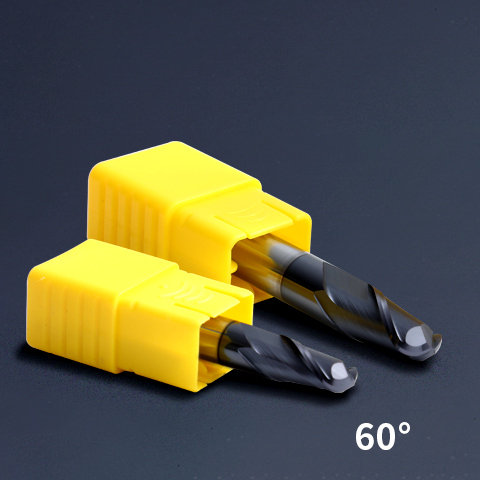
Fraise à bout sphérique en carbure HRC60 pour outils CNC



| Taper | Fraise à bout sphérique en carbure HRC60 pour outils CNC | Matériel | Acier au tungstène |
| Matériau de la pièce | cuivre, acier inoxydable, acier allié, acier à outils, acier trempé et revenu, acier au carbone, fonte, acier trempé traité thermiquement | Commande numérique | CNC |
| Colis de transport | Boîte | Flûte | 2 |
| Revêtement | AlTiSiN | Dureté | HRC60 |
Fonctionnalité:
1. Grâce à la nanotechnologie, la dureté et la stabilité thermique atteignent respectivement 4000 HV et 1200 degrés.
2. La conception à double tranchant améliore efficacement la rigidité et la finition de surface. Le tranchant décalé vers le centre réduit la résistance à la coupe. La grande capacité d'évacuation des copeaux facilite l'évacuation et augmente l'efficacité d'usinage. La conception à deux cannelures est optimale pour l'évacuation des copeaux, facilite l'usinage à avance verticale et est largement utilisée pour le fraisage de rainures et de trous.
Instructions d'utilisation
Pour obtenir une meilleure surface de coupe et prolonger la durée de vie de l'outil, veillez à utiliser des porte-outils de haute précision, de grande rigidité et relativement équilibrés.
1. Avant d'utiliser cet outil, veuillez mesurer sa flèche. Si la précision de la flèche dépasse 0,01 mm, veuillez la corriger avant la coupe.
2. Plus la partie de l'outil qui dépasse du mandrin est courte, mieux c'est. Si l'outil dépasse trop, veuillez réduire vous-même la vitesse de rotation, la vitesse d'avance ou la profondeur de passe.
3. Si des vibrations ou des bruits anormaux se produisent pendant la coupe, veuillez réduire la vitesse de la broche et la quantité de coupe jusqu'à ce que la situation change.
4. Le refroidissement de l'acier est effectué par pulvérisation ou jet d'air, méthode appropriée pour optimiser l'efficacité de l'alliage aluminium-titane. Il est recommandé d'utiliser un fluide de coupe insoluble dans l'eau pour l'acier inoxydable, les alliages de titane ou les alliages réfractaires.
5. La méthode de coupe dépend de la pièce, de la machine et du logiciel. Les données ci-dessus sont données à titre indicatif. Une fois les conditions de coupe stabilisées, augmentez l'avance de 30 à 50 %.
Utiliser:
Largement utilisé dans de nombreux domaines
Fabrication aéronautique
Production de machines
constructeur automobile
Fabrication de moules
Fabrication électrique
Usinage au tour









