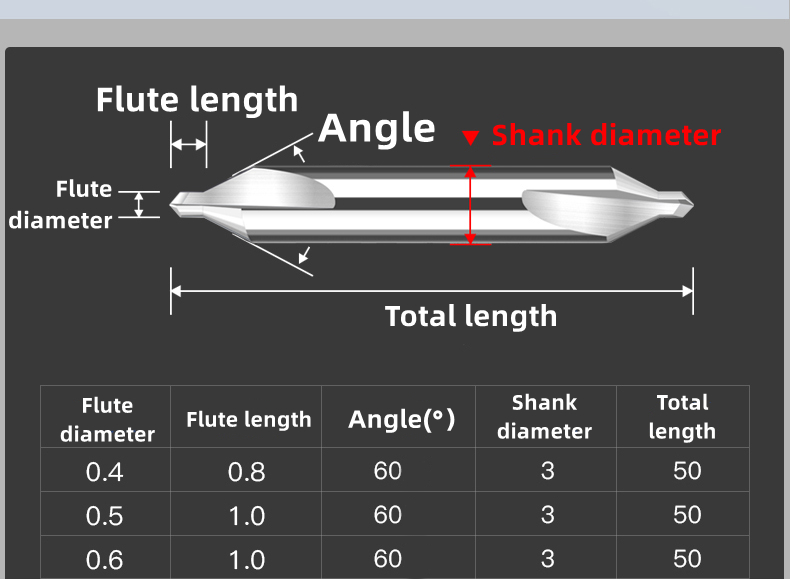
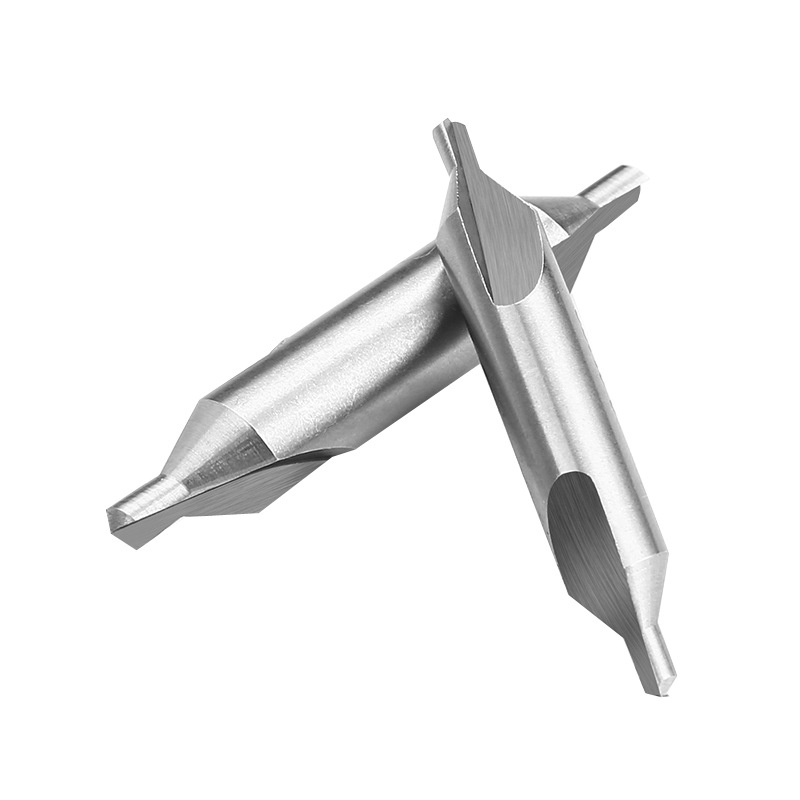
Hartmetall-Zentrierbohrer für CNC-Bearbeitungszentren




FEATURE
Hartmetall-Rohstoffe und Hartmetallkörner weisen eine Größe zwischen 0,2 und 10 Mikrometern auf und zeichnen sich durch hohe Hitzebeständigkeit, hohe Härte und hohe Verschleißfestigkeit aus.
EMPFEHLUNG FÜR DEN EINSATZ IN WORKSHOPS
1.CNC-Bearbeitungszentrum
1. Die Kaltbearbeitung von Stahl erfolgt vorzugsweise im Sprühverfahren, wodurch die Ausnutzung des Fräsers verbessert wird.
2. Durch eine angemessene Reduzierung der Schnittgeschwindigkeit und des Vorschubs kann die Standzeit der Werkzeugschneide erhöht werden.
| Marke | MSK | Mindestbestellmenge | 5 |
| Produktname | Zentrierbohrer | Verpackung | Kunststoffbox |
| Material | Karbid | Verwenden | Kupfer, Aluminiumlegierung |
VORTEIL
1. Gerade Nutenführung: Die gerade Nutenführung sorgt für hohe Spanabfuhr und einen gleichmäßigeren Schnitt. Dadurch wird die Hochgeschwindigkeitsbearbeitung von Werkstücken mit höherer Präzision und Oberflächengüte ermöglicht. 2. CNC-Bearbeitungszentrum: 1. Die Kaltbearbeitung von Stahl erfolgt vorzugsweise im Sprühverfahren, wodurch die Ausnutzung des Fräsers verbessert wird. 2. Durch die Reduzierung von Schnittgeschwindigkeit und Vorschub wird die Standzeit der Schneidkante erhöht. 3. Scharfe, zweischneidige Schneide: Die zweischneidige Schneide reduziert den Verschleiß. Das Schneidwerkzeug ist schärfer und langlebiger. 4. Hartmetall-Rohmaterialien: Die Hartmetallkörner liegen zwischen 0,2 und 10 Mikrometern und zeichnen sich durch hohe Hitzebeständigkeit, hohe Härte und hohe Verschleißfestigkeit aus.