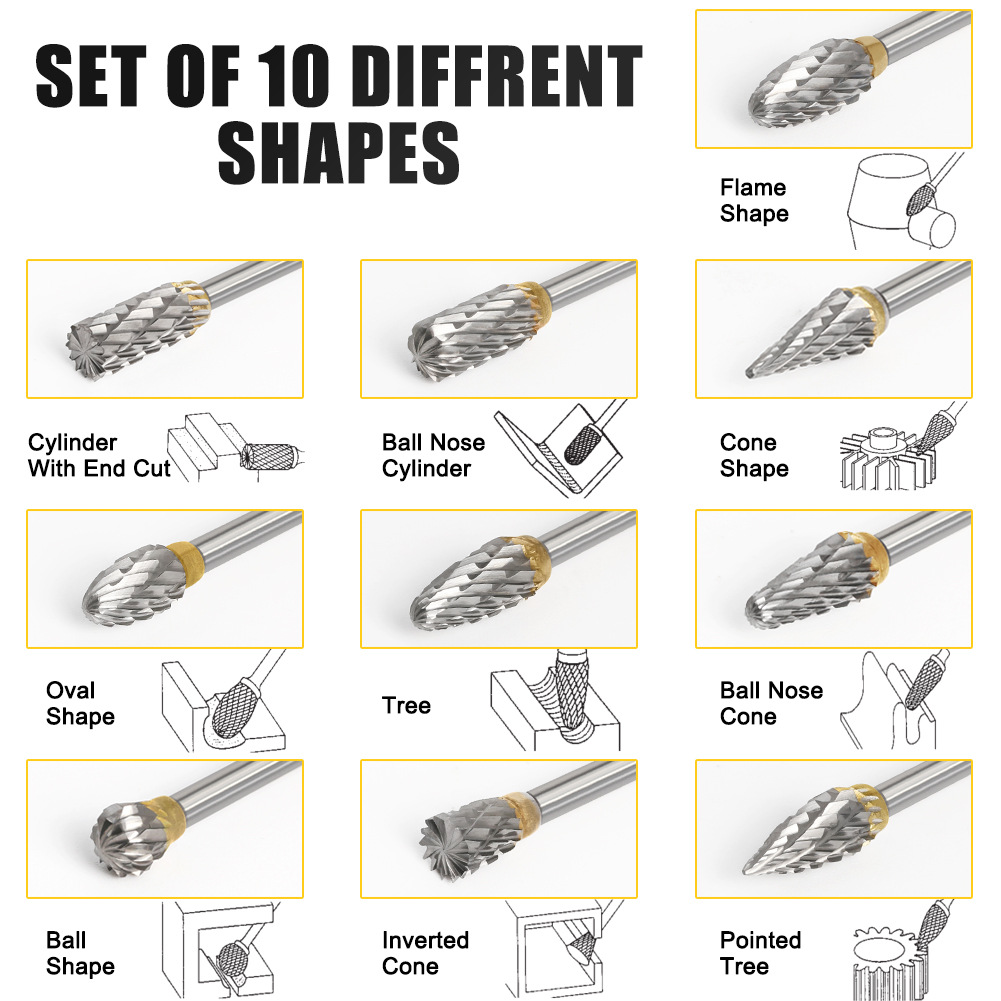
এর প্রস্থচ্ছেদের আকৃতিটাংস্টেন ইস্পাত গ্রাইন্ডিংবুরসযে অংশগুলো ফাইল করা হবে, সেগুলোর আকৃতি অনুযায়ী ফাইল নির্বাচন করা উচিত, যাতে দুটি অংশের আকৃতির মধ্যে সামঞ্জস্য থাকে। ভেতরের বাঁকানো পৃষ্ঠ ফাইল করার সময়, একটি অর্ধবৃত্তাকার বা গোলাকার কার্বাইড বার বেছে নিন; ভেতরের কোণার পৃষ্ঠ ফাইল করার সময়, একটি ত্রিভুজাকার ফাইল বেছে নিন; ভেতরের সমকোণী পৃষ্ঠ ফাইল করার সময়, আপনি একটি ফ্ল্যাট ফাইল বা একটি বর্গাকার কার্ভিং বিট বেছে নিতে পারেন। ভেতরের সমকোণী পৃষ্ঠের জন্য ফ্ল্যাট ফাইল বেছে নেওয়ার সময়, খেয়াল রাখতে হবে যেন দাঁতবিহীন ফাইলের সরু পৃষ্ঠটি ভেতরের সমকোণী অংশের কাছাকাছি থাকে, যাতে সমকোণী পৃষ্ঠের কোনো ক্ষতি না হয়।
কাটার দাঁতের পুরুত্ব অ্যালাউন্সের আকার, মেশিনিং নির্ভুলতা এবং ওয়ার্কপিসের উপাদানের বৈশিষ্ট্য অনুসারে নির্বাচন করা উচিত। মোটা দাঁতের ফাইল বড় মেশিনিং অ্যালাউন্স, কম মাত্রিক নির্ভুলতা, বড় জ্যামিতিক টলারেন্স, উচ্চ পৃষ্ঠতল অমসৃণতা এবং নরম উপাদানের ওয়ার্কপিসের জন্য উপযুক্ত; অন্যদিকে, সূক্ষ্ম দাঁতের ফাইল ব্যবহার করা উচিত। ব্যবহারের সময়, এটি ওয়ার্কপিসের প্রয়োজনীয় মেশিনিং অ্যালাউন্স, মাত্রিক নির্ভুলতা এবং পৃষ্ঠতল অমসৃণতা অনুসারে নির্বাচন করা উচিত।
যে ওয়ার্কপিসটি প্রসেস করা হবে তার আকার এবং মেশিনিং অ্যালাউন্স অনুযায়ী টাংস্টেন স্টিল গ্রাইন্ডিং হেডের আকার ও স্পেসিফিকেশন নির্বাচন করা উচিত। যখন প্রসেসিং সাইজ এবং অ্যালাউন্স উভয়ই বড় হয়, তখন বড় আকারের ফাইল নির্বাচন করা উচিত। যে উপাদানটি ফাইল করা হবে তার প্রকৃতি অনুযায়ী টাংস্টেন স্টিল গ্রাইন্ডিং হেড ফাইলের দাঁতের আকৃতি নির্বাচন করা উচিত। অ্যালুমিনিয়াম, তামা এবং নিম্ন কার্বন ইস্পাতের মতো নরম উপাদান ফাইল করার সময়, এক দাঁতের ফাইল ব্যবহার করা শ্রেয়।
কার্বাইড টিপ রোটারি বারের সুবিধাসমূহ:
এটি ঢালাই লোহা, ঢালাই ইস্পাত, কার্বন ইস্পাত, সংকর ইস্পাত, স্টেইনলেস স্টিল, তামা এবং অ্যালুমিনিয়ামের মতো ধাতু, সেইসাথে মার্বেল, জেড এবং হাড়ের মতো অধাতুও প্রক্রিয়াজাত করতে পারে।
২. এটি মূলত হাতলযুক্ত ছোট গ্রাইন্ডিং হুইলের বিকল্প হিসেবে ব্যবহার করা যায়, এতে কোনো ধূলিকণা দূষণ হয় না এবং উৎপাদন দক্ষতা অনেক বেশি। এর প্রক্রিয়াকরণ দক্ষতা হাতে চালিত ফাইলের চেয়ে কয়েক ডজন গুণ বেশি এবং হাতলযুক্ত ছোট গ্রাইন্ডিং হুইলের চেয়ে প্রায় দশ গুণ বেশি।
৩. উন্নত প্রক্রিয়াকরণ গুণমান এবং উচ্চ ফিনিশিং। এটি বিভিন্ন উচ্চ-নির্ভুল আকারের মোল্ড ক্যাভিটি প্রক্রিয়াকরণ করতে পারে এবং এর স্থায়িত্ব হাই-স্পিড স্টিল টুলের চেয়ে দশ গুণ এবং ছোট গ্রাইন্ডিং হুইলের চেয়ে ২০০ গুণেরও বেশি। এটি আয়ত্ত করা সহজ, ব্যবহারে সুবিধাজনক, নিরাপদ এবং নির্ভরযোগ্য।
টাংস্টেন স্টিলের গ্রাইন্ডিং হেডের কার্যকাল দীর্ঘায়িত করার জন্য নিম্নলিখিত নিয়মগুলি অবশ্যই পালন করতে হবে:
১. কঠিন ধাতু চূর্ণ করার জন্য নতুন কার্বাইড রোটারি ফাইল ব্যবহার করা অনুমোদিত নয়;
২. শক্ত আবরণ বা আঠালো বালিযুক্ত শক্ত পদার্থ, ফোরজিং এবং কাস্টিং ফাইল করার জন্য টাংস্টেন স্টিলের গ্রাইন্ডিং হেড ব্যবহার করা অনুমোদিত নয়। হাফ-পয়েন্ট ফাইল দিয়ে ফাইল করার আগে সেগুলোকে অবশ্যই গ্রাইন্ডারে ঘষে মসৃণ করে নিতে হবে;
৩. নতুন টাংস্টেন কার্বাইড রোটারি বারের এক পাশ প্রথমে ব্যবহার করুন এবং এর পৃষ্ঠভাগ ভোঁতা হয়ে গেলে অন্য পাশটি ব্যবহার করুন। কাটার সময় কাটা অংশ থেকে ময়লা পরিষ্কার করার জন্য সর্বদা একটি তারের ব্রাশ ব্যবহার করুন এবং কাটা অংশটি যেন অন্য যন্ত্রপাতির সাথে ওভারল্যাপ বা স্তূপীকৃত না হয়।
আপনি যদি কার্বাইড রোটারি বার কিনতে চান, তাহলে অনুগ্রহ করে আমাদের ওয়েবসাইট দেখুন:https://www.mskcnctools.com/3mm-shank-carbide-tip-rotary-burr-cut-carving-bit-product/
অথবা মূল্য তালিকা পেতে মলির সাথে হোয়াটসঅ্যাপে যোগাযোগ করুন: +8613602071763।

পোস্ট করার সময়: ১৯ অক্টোবর, ২০২২


